
كيف تساعد طريقة تشكيل لفة التشوه المكثفة على تقليل طول الماكينات.
كلما كان ذلك أفضل ، كلما كان ذلك أفضل "هو ما سيقوله أي شخص عندما تسأل عن تصميم آلة التشكيل بالدلفنة.
بوجود أكثر من عدد كافٍ من محطات تشكيل اللفائف ، يمكنك تدريجيًا عمل أي نوع من التشكيلات بدون ضغط أو موجات أو تموجات. ومع ذلك ، فإن كل قدم إضافية للماكينة لا تتعلق فقط بتكلفة الماكينة وشروط التسليم ، بل تتعلق أيضًا بزيادة الطلب على مساحة ورشة العمل ، ومتطلبات الطاقة ، ووزن المناولة ، وقلة الحركة.
تساعدنا الطريقة المكثفة في تصميم التشكيل بالدلفنة على بناء آلات صغيرة بميزانية وشروط أفضل وتعطي فرصة للشركات الصغيرة للقيام بالأشياء التي لم يكن بمقدور الأشخاص الكبار فقط تحملها من قبل.
فيما يلي بعض الأمثلة الهندسية:
كعينة ، تم استخدام لوحة سقف عادية مزدوجة التماس 1.5 بوصة.
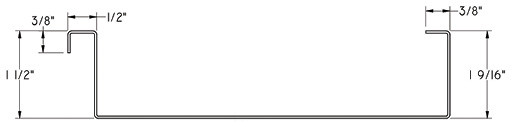
(الموافقة المسبقة عن علم 1) رسم ملف تعريف التماس ثابت 1.5 بوصة.
لإظهار الاختلاف ، تم تصميم بكرات لهذا الملف الشخصي في سبع تمريرات باستخدام طريقة تشكيل لفة منتظمة (RR) وطريقة تشويه مكثف (ID).

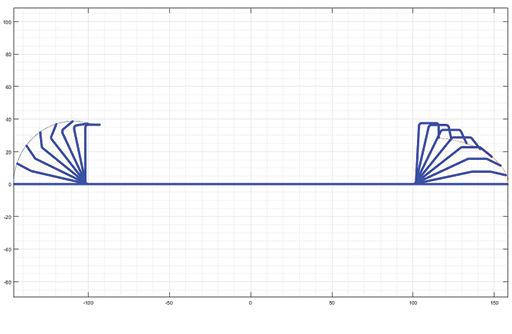
مع تصميم RR ، تنتقل الانحناءات واحدة تلو الأخرى على التوالي بدءًا من الحافة إلى مركز المادة (يرجى الاطلاع على الصورة 2).
(الموافقة المسبقة عن علم 2) زهرة تشكيل التدفق لطريقة تصميم تشكيل RR.
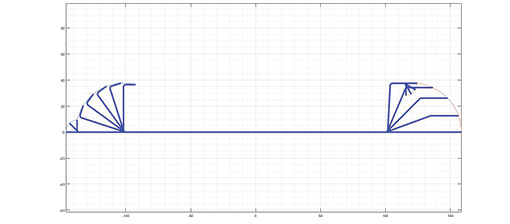
طريقة الهوية تقوض من عدة انحناءات على كل ممر (يرجى الاطلاع على الصورة 3).
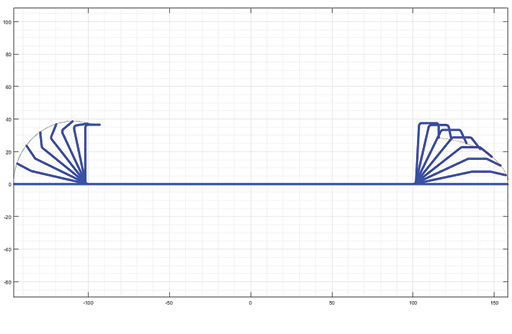
(الموافقة المسبقة عن علم 3) زهرة تشكيل التدفق لطريقة التصميم المكثفة لتشكيل اللفائف.
كمادة خام نستخدم فولاذ قياس 24 ASTM A653-96.
تبلغ مقاومة الشد 210 ميجا باسكال ، ونسبة بواسون 0.3 ، وقوة الخضوع 350 ميجا باسكال ، ومعامل التصلب في منطقة البلاستيك 587 ميجا باسكال. تم تنفيذ نمذجة عملية التشوه في برنامج Ls-Dyna.
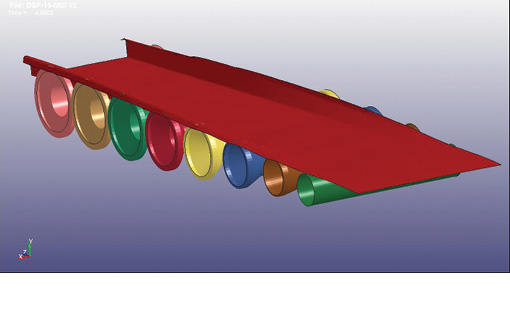
نمذجة أداة العمل فقط محاكاة سطح العمل للبكرات المعايرة. في هذه الحالة ، يحتوي محرك الأقراص على بكرات سفلية فقط ، بينما لا يتم دفع الأسطوانات العلوية. في النمذجة ، يتم استخدام بكرات التغذية كمرور أول بدون شرائط ، لذلك توجد ثمانية حوامل في النموذج.
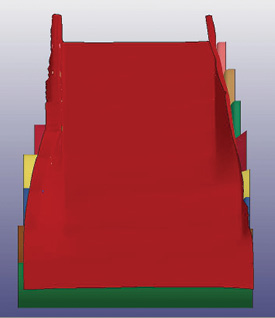
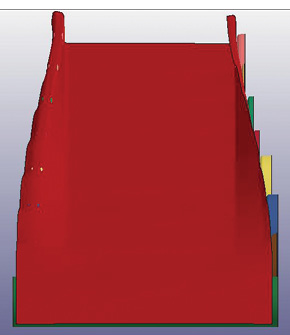
(الموافقة المسبقة عن علم 4A) منظر عام.
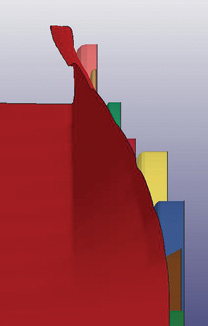
(PIC 4B) فقدان ثبات الحافة اليسرى.
(PIC 4C) فقدان ثبات الحافة اليمنى.
يظهر شكل المادة في حالة التشكيل أثناء عملية التشكيل في الصورة 4 أ ، تم إخفاء البكرات العلوية. تظهر نتائج المحاكاة فقدان الاستقرار على حافتي قطعة العمل. توضح الصورة 4 ب تشكيل تموجات على الحافة اليسرى بين أربعة وخمسة تمريرات. توضح الصورة 4 ج تشكيل التواء على الحافة اليمنى حيث أن قطعة العمل تمر بين ستة وسبع تمريرات.
توضح هذه الصور الحالة المشكلة للمادة أثناء عملية التشكيل ، وفقًا لطريقة RR.
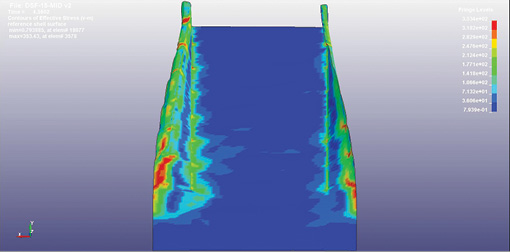
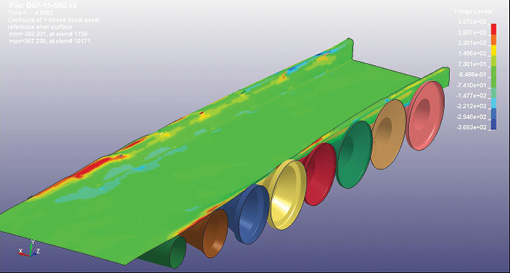
تُظهر الصورة 5 قيم الضغوط المكافئة وفقًا لنظرية ميزس. يتضح من الصورة أن أكبر الضغوط المكافئة تحدث عند حواف قطعة العمل وقيمها 367 ميجا باسكال ، وهي أعلى من نقطة العائد وهي 350 ميجا باسكال. هذا يعني أنه في الأماكن ذات القيم الأكبر للضغوط المكافئة ستحدث تشوهات بلاستيكية ، ونتيجة لذلك ، سيتم استطالة حواف المادة في الاتجاه الطولي لتشكيل عيوب تموج على طول الحافة الموضحة في الصورة 4.
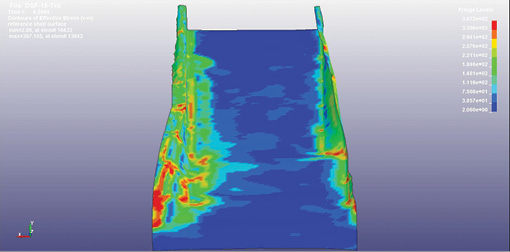
(الموافقة المسبقة عن علم 5) الضغوط المكافئة في قطعة العمل أثناء عملية التشكيل حسب المخطط التقليدي.
توضح الصورة 6 قيم الضغوط الطولية. يمكنك أن ترى في الشكل أن أكبر ضغوط شد طولية تعمل في حواف قطعة العمل أثناء مرورها عبر الممررين الثاني والثالث.
(الموافقة المسبقة عن علم 6) الضغوط الطولية في قطعة العمل أثناء عملية التشكيل وفقًا لطريقة RR.
توضح الصورة 7 قيم الانفعال في الاتجاه الطولي. تصل أكبر قيم تشوه إلى 2 بالمائة. هذه القيمة أعلى من الحد المرن ، لذلك ستظهر التشوهات المتبقية في قطعة العمل ، والتي ستؤدي لاحقًا إلى تشوه غير مرغوب فيه للحافة على شكل تموج.
 (
(
الموافقة المسبقة عن علم 7) التشوهات الطولية في قطعة العمل أثناء عملية التشكيل حسب طريقة RR.
توضح الصورة 8 التغييرات في سمك قطعة العمل أثناء عملية التشكيل. توضح الصورة أن قيمة التخفيف الأكبر تبلغ حوالي 3 بالمائة. مع الأخذ في الاعتبار أن قيمة سمك قطعة العمل تساوي .0236 "(24 مقياس أو 0.6 مم) ، فإن القيمة المطلقة للرقيق هي 0.000708".
(الموافقة المسبقة عن علم 8) تغيير سُمك قطعة العمل في عملية التشكيل وفقًا لطريقة RR.
الآن تم إجراء نفس البحث لطريقة تشكيل لفة المعرف. نفس السماكة والمادة والملف الشخصي والرغبة في إنجازها بشكل جيد في سبع تمريرات.
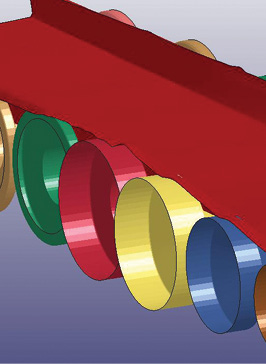
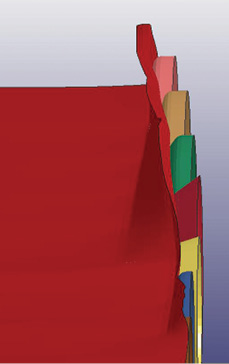
توضح الصور 9 أ نتيجة التشكيل بالدلفنة بطريقة التشكيل بالدلفنة للمعرف ولا يوجد تشوه للحافة أو تموجات أو موجات. وتوضح الصورتان الأخريان 9 ب و 9 ج سبب نجاحه. تُظهر الصور قطعة العمل في عملية التشكيل بالدلفنة بواسطة طريقة المعرف.
(الموافقة المسبقة عن علم) 9 - نظرة عامة.
(الموافقة المسبقة عن علم) 9b - حافة الجانب الأيمن.
(الموافقة المسبقة عن علم) 9 ج - عرض متساوي القياس.
تُظهر الصورة 10 قيم الضغوط المكافئة ، وأعلى قيمة هي 353 ميجا باسكال ، وهي أعلى قليلاً من حد المرونة (350 ميجا باسكال) ، ونتيجة لذلك ، ستكون قوى تشوه البلاستيك الشد في الحواف صغيرة وعلى الأرجح ، لا لفة ستكون عيوب التشكيل على حواف الملف الشخصي مرئية.
(PIC 10) ضغوط مكافئة في قطعة عمل قيد التشكيل بالدلفنة بطريقة التشوه المكثف.
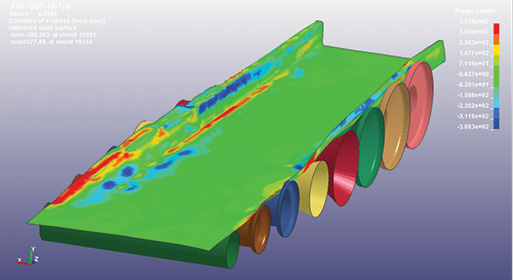
تُظهر الصورة 11 قيم ضغوط الشد ، وتصل أعلى القيم إلى 367 ميجا باسكال ، وهي أقل بمقدار 10 ميجا باسكال تقريبًا من الطريقة التقليدية لتشكيل اللف.
(الموافقة المسبقة عن علم 11) الضغوط الطولية في قطعة عمل قيد التشكيل بالدلفنة بطريقة التشوه المكثف.
توضح الصورتان 12 و 13 كيف تتغير قيمة إجهاد الشد لجسيم معدني يقع على الحافتين اليسرى واليمنى لقطعة العمل ، على التوالي ، عندما تتحرك قطعة العمل خلال حوامل تشكيل اللف. يظهر اللون الأحمر إجهادًا لتشكيل لفة بواسطة RR ، والأزرق لـ ID. تشير الخطوط النقطية العمودية إلى موضع المستويات المحورية.
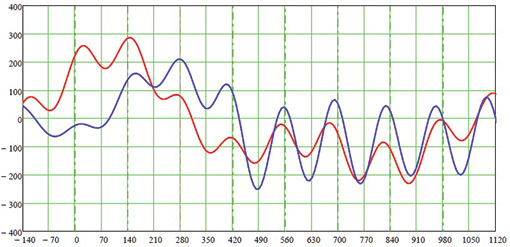
(الموافقة المسبقة عن علم 12) تمتد الضغوط في الحافة اليسرى من قطعة العمل.
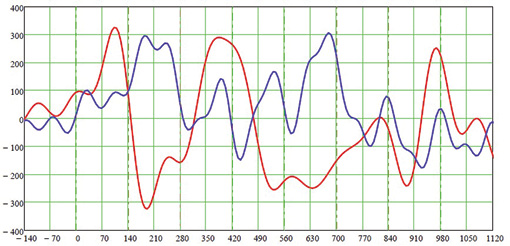
(الموافقة المسبقة عن علم 13) تمتد الضغوط في الحافة اليمنى من قطعة العمل.
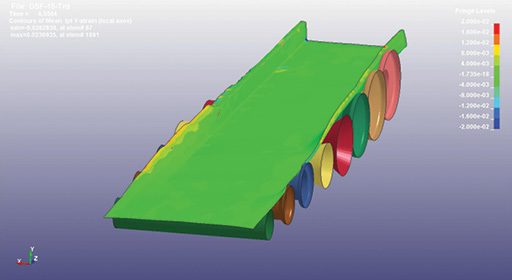
تظهر في الصورة 14 قيم التشوهات الطولية في قطعة العمل أثناء تشكيل لفة بطريقة التشوه المكثف.
أكبر قيم للتشوهات هي حوالي 0.7 في المائة ، أي أقل بحوالي 2 في المائة من عملية التشكيل بالدلفنة حتى الطريقة التقليدية.
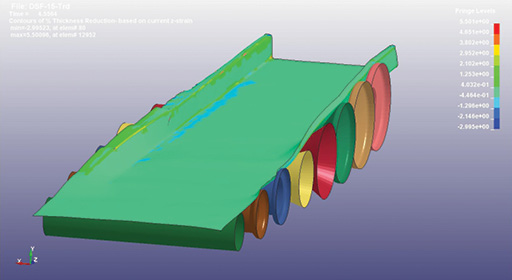
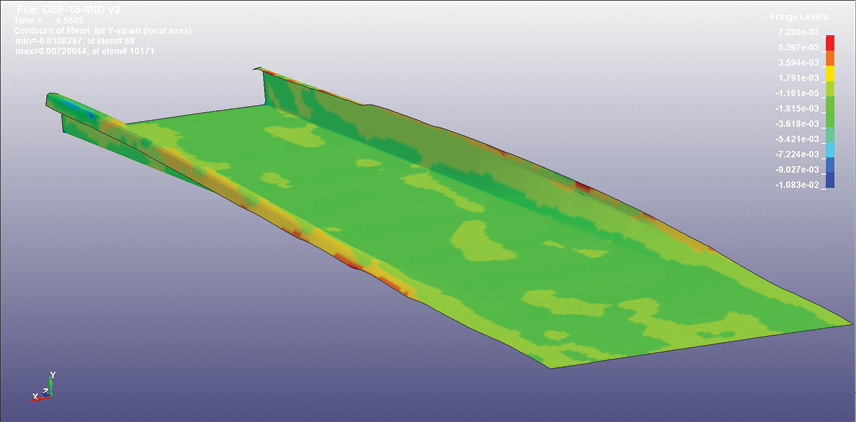
أعلى تغيير لسمك قطعة العمل أثناء التشكيل بالدلفنة وفقًا لطريقة المعرف (الصورة 15) هو 1.4 بالمائة ، وهي ، من حيث القيمة المطلقة ، 0.00033 ”.
تصور هذه النمذجة الرياضية البسيطة الموضحة أنه من الممكن ملاءمة تصميم التشكيل الملفوف عالي الجودة بنسبة تصل إلى 30 بالمائة مع تمريرات أقل باستخدام طريقة واحدة فقط. في نفس الوقت ، مع الجمع بين عدة طرق ، يمكن أن يكون أكثر كفاءة بنسبة تصل إلى 40 في المائة.
في الختام ، يتم تطوير تصميم التشكيل بالدلفنة ، وهناك حلول أكثر إثارة للاهتمام قد أثمرت بالفعل في الصناعة وهناك بالتأكيد المزيد في المستقبل. من خلال اتباع متطلبات العملاء والأسباب المنطقية وتطوير المواد ، سنقوم بتصميم آلات أفضل - أصغر حجمًا وأكثر كفاءة في استخدام الطاقة وأسرع وأكثر آلية ومهما كانت متطلبات السوق. لا يوجد سبب للخوف من التقنيات الجديدة. الفائزون دائمًا في المقدمة. الترددات اللاسلكية
(الموافقة المسبقة عن علم 14) التشوهات الطولية في قطعة عمل في عملية التشكيل بالدلفنة بطريقة المعرف.
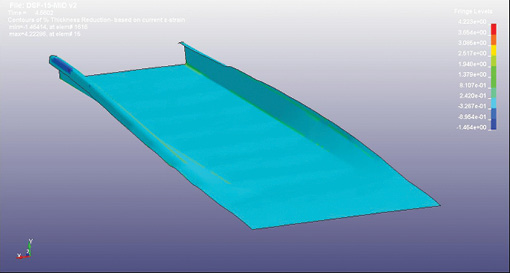
(الموافقة المسبقة عن علم 15) تغيير سمك المادة في عملية التشكيل بالدلفنة بطريقة المعرف.
لمزيد من المعلومات حول هذه التقنيات أو طرق تشكيل اللفائف أو المعدات ، يرجى زيارة www.stangroup.us أو الاتصال 570-404-6968.













{kind=link}