

凯伦·克纳普斯坦
如果您不知道要什么,您很可能得不到您需要的东西。 提出正确的问题是获得满足客户订单所需线圈的第一步。 线圈宽度和厚度是影响金属成型的两个最明显的因素。 它们会影响最终产品的质量、机器的性能以及您可以从卷材中获得的可销售材料的数量。 3GM 拥有 15 年金属屋面制造和销售经验的区域经理 Adam Buck 分享了他对金属卷材尺寸和厚度的见解。
线圈宽度
Adam 解释了不同规格的标准线圈宽度:“29 ga 的行业标准宽度。 线圈为 40.875”。 有些人会订购 41 英寸的材料,因为他们想让金属面板上的下重叠和重叠更宽一点。” 然而,他估计人们使用 99% 以上的材料来制造 29 ga。 ag 面板和住宅面板的宽度为 40.875 英寸。

较厚的 26 ga。 通常用于制造 R 面板或 PBR 面板的材料有 41.5625 英寸和 43 英寸宽的线圈。
应警告用户:较宽的材料并不适合所有机器。 宽度公差是辊轧成型机可接受的下限尺寸和上限尺寸之间的差值。 辊压成型机中的导轨将确定该公差。
“很多人想要 7/8 的 ag 面板肋骨高度”,但想要 26 ga。 但他们不想付钱给加工公司来切割材料,”Adam 解释道。 “所以他们经常问 26 ga. 材料将通过 ag 面板线运行。 答案是“有些会,有些不会。” 这取决于机器中的指南。” 轧辊成型机需要测量导轨,以查看较大的线圈是否可以在他们的机器中工作。
如果您从信誉良好的供应商处购买,您可以信赖线圈宽度的一致性。 Adam 说,如果您订购 40 7/8” 宽的线圈,它将是 40 7/8” 宽——但可能会有非常小的变化 (+/- 1/16”)。 如果它确实有一点变化,您可能需要调整机器上的导轨以确保它们的重叠保持足够长的时间以使面板正确搭接。 “你不能真正从面板的重叠边偷东西; 当你调整你的机器时,你必须从下重叠侧偷窃,”他继续道。 “几乎没有额外的材料可以玩。”
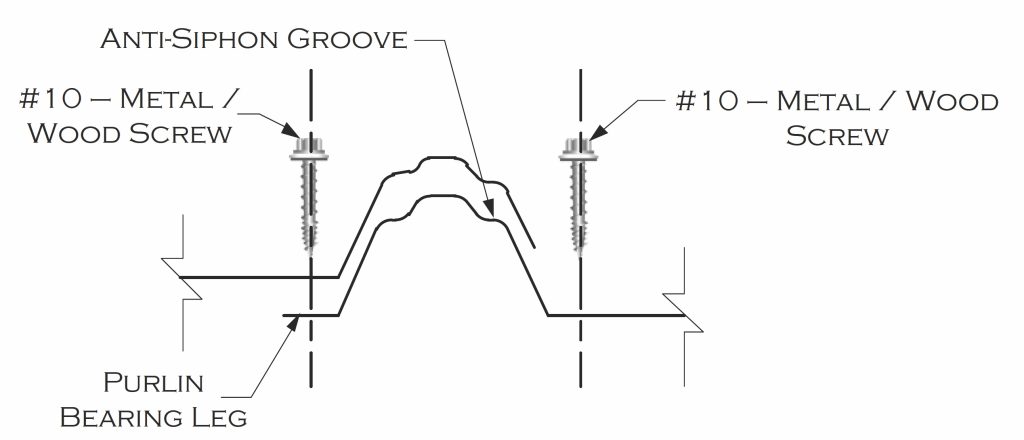
如果线圈很窄,可以从下搭接侧“借用”少量,但必须保留足够的量以连接到檩条,因为它赋予了面板刚性。 照片由 3GM 钢铁公司提供。
线圈厚度
在处理线圈厚度时,亚当强调的主要是产量——每线性英尺的重量(磅/英尺)。 每英尺的磅数是特定宽度线圈(即 1” x 40.875')的 1' 的重量。 “业内很多人都被小数厚度所困扰,”他解释道。 “行业中常见的厚度为 .0138”、.0142”、.0145”、.0150”、.0153”、.0157” 和 .0185”。 厚度从 .0138 到 .0153 的材料均为 29 ga。 产品。 在钢铁服务中心方面,当您从钢厂购买钢卷时,您是按磅购买的。 我们的客户通常是用脚购买。”
他举了一个例子来说明良率为何如此重要的原因:“我在客户那里,他的地板上有一些 .0153 材料。 如果我订购该厚度,我希望获得大约 2.04 磅/英尺的目标产量。 我检查了所有的线圈标签,发现线圈的重量从 1.92 磅/英尺到 2.05 磅/英尺不等。 所显示的只是因为线圈标签上写着 0153 厚度,并不意味着产量与材料的厚度相对应。 如果线圈标签上写着它的厚度为 0153,重量为 1.92 磅/英尺,那么它实际上不是 0153 的厚度。 产量告诉我厚度是多少。”
“告诉我你希望它每英尺重多少,我会确保它的重量是多少,”他继续说道。
3GM 供应大量 29 ga 轧辊成型机。 线圈。 “当我对客户进行鉴定时,客户通常会说他们正在寻找 29 ga。 .0153” 材料。 我的下一个问题是:您希望每英尺重多少? 客户不要求收益,但在他们的脑海中,他们有一个他们试图达到的收益。 但除非他们被问到,否则他们从不表达这一点。”
量规是一个指南——而不是一个硬性的衡量标准。 “如果客户想要 2.02 磅/英尺的材料,而我发给他 1.92 磅/英尺,他实际上并没有得到他想要的材料,因为他不会达到他想要的产量,”Adam 解释说。 “很多人都被小数厚度所困扰。 对我来说,作为线圈供应商,小数厚度只是一个指导,但并不意味着很多。 我喜欢详细说明:产量和每英尺的重量。 因此,如果我知道一个人正在寻找 2.04 磅/英尺的重量,我就知道他们具体在寻找什么产量。”
Adam 继续说道:“对于大多数铣床,如果您订购 0153” 厚度,在大多数情况下,它会更重 29 ga。 产品,比如 2.04-2.05 磅/英尺。 但我在某些情况下看到它绝对不是,就像我之前举的例子一样。”
最小和标称厚度
了解厚度术语将帮助您获得能够满足您所需产量的材料。 “最小厚度”是将大于或等于目标厚度的厚度。 “标称厚度”可以等于、厚于或薄于目标厚度。 例如,当您要求最小厚度为 .0150” 时,线圈将始终至少为 .0150”。 如果您要求 0150” 的标称厚度,则线圈之间的测量值可能在 0147” 到 0153” 之间。 标称厚度是变化最大的厚度; 它可能正、负或等于目标厚度。
“整个行业通常采用最小厚度,”亚当说,“但你确实会在市场上看到一些标称厚度。 Minimal 无疑提供了更一致的产品。”
厚度的一致性可能因工厂而异。 “工厂有自己的怪癖,有些工厂比其他工厂更好地拨通了它,”他说。 “有些工厂你会看到很多差异。
我们尝试坚持使用真正拨入其产品的工厂。 当我们向客户发送产品时,我们不希望看到在厚度之间来回切换很多。 我们希望提供非常非常一致的优质产品。 无论他们是今天购买还是六个月后购买,价格应该差不多。”
问题和缓解措施
有一些提示和技巧可以减轻线圈和宽度的差异。 关于厚度差异,他建议在更换线圈时,如果从 .0138” 材料变为 .0153”,您可能必须将导轨后退千分之一。 反之亦然,如果你跑得更薄一点,你可能不得不将它收紧千分之一。
“如果材料太厚,而你在不调整机器的情况下将其轧制,你可能会划伤面板和/或从材料上剥落油漆。 随着材料变厚,您必须后退模具才能生产出更厚的产品。”
处理宽度差异可能有点棘手。 例如,假设一位客户订购了 40 7/8”,他将产品卷成卷状,但重叠部分不够长。 这意味着线圈不够宽。 所以他必须从下重叠的一面“借”材料来放在重叠的一面。 “他可能没有足够的剩余重叠,”亚当解释道。 “这种材料将很难使用。 你可以用它来修剪,或者你可以尝试找到一个合适的媒介并使用非常小的底重叠。 下搭接非常重要,因为那是一条带有檩条的支腿——它增加了面板的强度和刚度。 如果两侧重叠,无论规格如何,它都将是一个非常脆弱的产品。 刚性很重要。”
Adam 保证轧辊成型机通常很少有厚度和宽度方面的问题。 “大多数钢厂——国际和国内——都在建筑产品中投入了相当多的精力,他们知道需要什么东西才能到达客户手中才能轧制出优质产品。”
保持准确的记录
购买优质卷材是经营有利可图的辊轧成型业务的关键一步。 当出现问题时,它可能会危及您的盈利能力。 保持准确的记录是保护盈利能力的廉价保险。 保持准确记录的重要性怎么强调都不为过。 如果您的一位客户回来投诉,您需要能够告诉您的供应商有关材料的具体细节。 “我们在服务端问的第一个问题是它脱落的线圈标签或线圈编号,”Adam 解释道。 无论您的服务中心/供应商是谁,他们都会询问此信息。 他们不能对哪个线圈有问题做出任何假设; 他们必须向工厂提供具体的事实信息,以便处理索赔。 Adam 说,一旦他们掌握了具体信息,他们就可以回头查看工厂发布的工厂认证和质量控制报告,以便跟踪保修索赔。
结论
与您的线圈供应商进行清晰的沟通很重要。 当您将卷材加工成面板和饰件时,您需要知道每个卷材的利润率。 如果您使用的材料不可销售/不可使用,您的利润将不会到达您需要的地方。 射频
关于 3GM 钢铁
3GM钢l 是一家家族所有和经营的美国钢铁贸易和线圈分销销售公司,专门从事预涂漆 Galvalume®、预涂漆镀锌和裸镀锌和 Galvalume® 材料。 该公司以提供最优质的产品、具有竞争力的价格和专业的服务而享有盛誉。 3GM Steel 与一级优质钢材供应商保持着牢固的关系,20 年来一直从美国和亚洲的许多顶级国内钢厂进口和分销预涂漆和涂层卷材产品。 公司的采购、销售和支持人员拥有超过 100 年的钢厂、进出口贸易、轧辊成型和扁材销售经验。 这种广泛而多样的轧机和涂漆线圈行业经验,以及对供应商工厂的定期访问,提供了一个独特的视角来理解客户要求的细微差别并将其传达给轧机员工,有助于确保订单准确性和高效交付。












{kind=link}