

为整条滚压成型生产线定制设计和制造设备需要彻底了解该生产线中包含的多种应用。 设计这些机器以执行客户要求可能是一个具有挑战性的过程。
设计过程中的考虑因素之一是为每个应用选择电机。 从独立的辊压成型机到配备开卷机、压平机、辊压成型机、堆垛机、嵌套机和包装站的辊压成型生产线,电机使机器为客户高效运行。
在选择要使用的电机类型时需要考虑许多因素,例如: 运动曲线; 扭矩; 惯性匹配; 所需的加减速时间; 控制系统架构; 成本; 和系统上可用的“房地产”。

感应电机在滚压成型应用、输送系统、泵和风扇中很常见。 这些系统通常以最大速度运行,可能需要也可能不需要使用变频驱动器 (VFD)。 如果不使用 VFD,这些系统将使用接触器/过载并以最大速度运行。
另一方面,伺服电机是任何应用的更好选择,例如冲压图案、不同的模具,其中定位是关键。 伺服电机还提供反馈,让操作员知道何时实现了正确定位。
伺服电机和感应电机的区别:
伺服电机
• 永磁体;
• 比感应电机更小;
• 能够在低速下保持全扭矩;
• 更高效;
• 激进的加速/减速时间;
• 旋转变压器或编码器反馈转子位置;
• 总是需要驱动器;
• 极高的精度和可重复性;
• 低惯性。
感应电动机
• 电磁体产生旋转场;
• 通常,较低的“成本”;
• 更大的物理尺寸;
• 效率较低;
• 一些应用可以在没有VFD(变频驱动器)的情况下进行控制。 (改为使用承包商);
• 在低速时不会有全扭矩; 和
• 反馈是可选的:增量编码器或旋转变压器。
了解这些电机的功能和灵活性对于设计和生产最好的设备大有帮助。 存在过度简化的风险,感应电机通常用于速度控制,而伺服电机通常用于需要动态速度和/或位置控制的应用。
滚压成型的用途
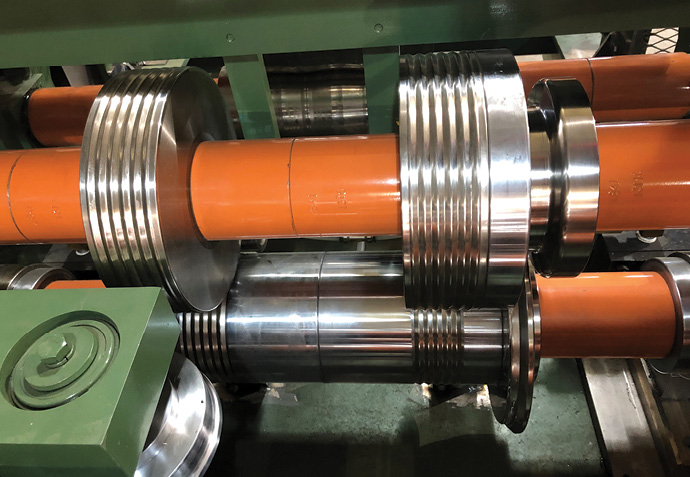
带有 VFD 的感应电机用于大多数滚压成型应用。 它们提供形成材料所需的扭矩,但通常不需要激进的加速或减速时间。 感应电机可以变速运行线路; 但是,通常会以最大设定速度运行,直到操作员干预(轧辊成型机通常以每分钟 300 英尺或更高的速度运行。)感应电机允许简单的设置、操作和维护。
飞冲或剪将赶上材料的速度,执行其功能并返回原位。 飞剪可由开环系统(气动/无电机)或闭环系统(伺服)控制。 伺服控制的飞剪使用来自线编码器的反馈来确定轧辊成型机的速度。 伺服器将加速到辊式成型机的速度,在与辊式成型机保持同步速度的同时执行其操作,然后返回原位。 伺服系统能够达到此操作成功所需的加速/减速速度。
在极少数应用中,伺服电机将用于辊式成型机,在这种情况下,您有一个需要机器停止剪切或冲床的立剪或冲床应用。
Jim Harmer 是与 Samco Machinery 合作的电气设计师。 射频
-

- Jim Harmer 是 Samco Machinery 的一名电气设计师。
原标题为“简化生产线中感应电机或伺服电机的放置”,2018 年秋季刊《轧辊成型》杂志











{kind=link}