
By Formtek
The continuous rolling operation has a huge cost advantage in terms of production speed and operational efficiencies compared to press brake or similar part-to-part work. That cost advantage does come with some potential disadvantages that may be mitigated just with some basic knowledge and consistent practices. Let’s look at the top 5 “real world” issues regarding tooling, die design, maintenance, performance, and operational cost considerations and how to mitigate some common issues.
Tooling and Die Design
This is a great starting place for future tooling and die performance in the field. A good relationship and constructive communication with your design team and a clear direction for concepts can mitigate most problems before a design has even begun the sketch up phase. Quick hit points such as mill size in relation to the finished part, number of passes required for the bend package, speed requirements, and tonnage for pre/post punch or cut die details should be addressed. Coolants and lubrication packages should be reviewed for appropriate function.
A good design team will work with all the pros and cons of your particular operation and make suggestions on best practices or any beneficial changes that may be incorporated into the process. Considerations towards final product dimensioning and tolerancing, material clarification, and form/fit/function issues should be addressed before a section should be accepted as a candidate for roll forming.
A true “custom” approach is tailored by the engineering team specific to the customer’s requirements/needs as dictated. The actual design process is where true knowledge and field experience shines forth, and a viable plan for a well running, profitable, production run is established.
Raw Material
Tooling and Die engineers are often confronted with situations such as the commercial variation in material strip thickness is often greater than the allowable tolerancing on a finished part. Or an available material is re-rolled to a tighter tolerance thinner strip. We all understand the purchasing aspect of using broader tolerance bands on raw material to obtain cheaper prices, but a tight tolerance, high performance section is only as good as the quality of the strip going into the mill. Variations in material thickness have a dramatic effect on cross section dimensional stack up.
Material specifications regarding yield/tensile/elongation parameters impact the formation process in regard to the over form requirements for each bend as well. Consistency in purchased material is a huge key to minimizing scrap costs and setup/tooling adjustments required to make the production run. This presents a huge divergence from a press brake operation in that angles are programmed and adjusted as needed, as opposed to physically fixed angles or profiles on roll tooling. Subsequently, you are trading more specific material characteristics for increased roll forming speed and efficiency.
Multiple production material types on a single tool set are an extreme scenario. Roll tooling engineers often use the example that stainless steel certainly has different requirements than a carbon steel and, in all honesty, a different material should have a dedicated tool set or die assembly. From a financial aspect, the scrap cost, production costs, and tedious setup changes utilizing a single set of rolls would certainly pay for a properly designed additional toolset for the second material type. A clear understanding and balance between the raw material specifics and costs with the performance and function of the part needs to be maintained.
Tooling Materials and Coatings
Good material choices with appropriate heat treatment requirements will vastly improve tooling performance and also reduce section or die punch/cut distortion from the process. A fan favorite D-2 tool steel for rolls is a great option, but there are different materials such as carbide that have benefits on speeds and surface finishes.
Some CPM (Powdered Metals) may be used for toughness and wear resistance. H-13 material is a great choice where temperature is an issue such as forge rolls or weld rolls. Variations of aluminum bronze are great for areas that are sensitive to wiping and swirl marks. Roll tooling and die engineers have also worked extensively on the coatings and different applications on base materials for specific requirements. Just like drills and end mills can be coated in Titanium Nitride, Titanium Carbo Nitride, or Titanium Aluminum Nitride, rolls and die parts can also be coated for specific performance.
Talk to your design team and ask about options. Even if it’s an existing tool set – sometimes there is marking on a specific problem roll or a wonky punch that may work flawlessly with just a coating application.
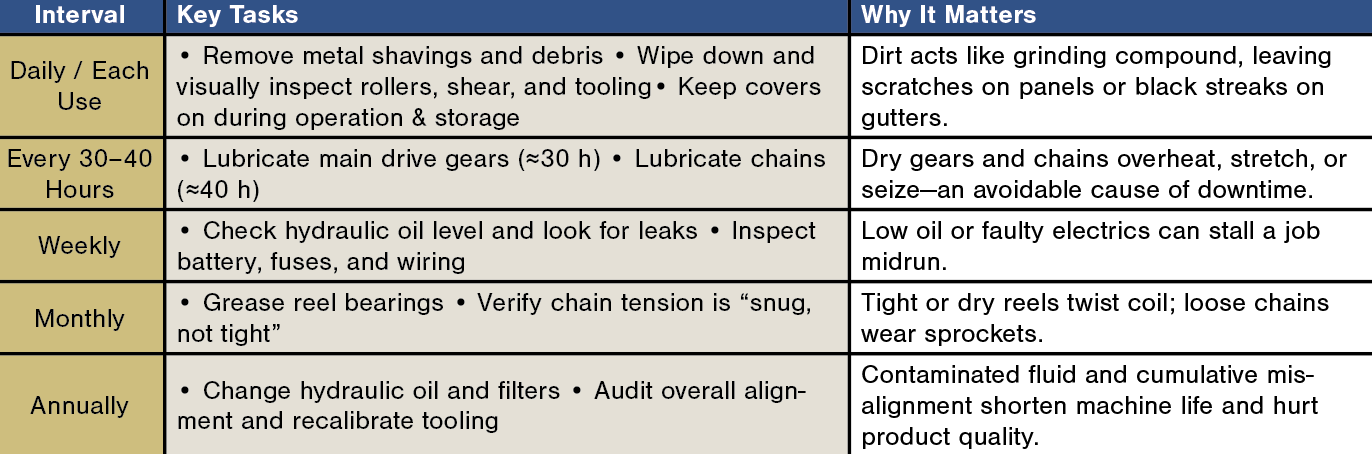
Preventative Maintenance and Wear
All things wear out with time and usage. Having a plan in place for evaluating the wear and another plan in place for remediation are paramount to getting the most performance and longevity out of your tooling. Roll tooling is designed in a way that balances the workload from pass to pass until the part is in finish shape. That also means if the tooling is set up correctly and all the incoming material requirements are appropriate, essentially, the entire tool set would need to be reconditioned at the time that the part cross section begins to demonstrate variations beyond approved dimensional tolerancing.
We all know minor adjustments to the tooling setup can be made, but that should be a clear indication that the toolset is no longer performing as it should. If a request for a shorter strip width is made, then the first investigation point should be a cross section review with emphasis on the corner radii.


A certain strip width is required with crisp, appropriate corners, and that strip width requirement changes as the corners wear and round off. This also shows evidence in die wear/marking and punch/cuts as the section no longer fits the die the way it did originally. A rework or reconditioning service can be relatively inexpensive and quickly performed when it only requires a minimum of work to return the set to its prior glory. Regrinds become expensive when the wear becomes severe, and components are better served to be replaced at additional cost and increased delivery time.
Machine maintenance has a lot to do with tooling maintenance. A bent shaft or a misaligned shoulder is just adding additional workload to another pass that could potentially result in increased wear and tear. Keeping a machine tight and tidy is paramount to consistent results and profitable production.
Operational Control and Operator Training
Although we never want to admit it, accidents do happen. We all know a story about a wrench that was rolled or a doubled strip wadded into a die. Those events are devastating to the bottom line in terms of lost productivity, scrap, damage, and of course, operator pride. It happens; don’t hang your head. But knowledge and training go hand in hand regarding operating complex machinery and getting maximum payback.
From assessing mill damage or alignment to tooling setup, timing concerns, and/or material issues, all considerations are in play regularly in a continuous operation. Training leads to knowledge and that leads to experience. A good motto to keep in mind is “shake hands with the mill often; it’s your best friend,” and most engineers and operators will agree with that.
While machines are technically soulless, they do have personalities, and paying attention to subtle hints allows a great operator to stay in front of the changes they may be required to make during the day. A knowledgeable, experienced operator is worth their weight in gold and knows the value of documentation and record keeping. Setups are recipes. Wear points are measured. Footage is calculated. A disciplined operator can return or reset a machine to the last documented run condition on a tooling setup or die assembly efficiently and consistently. Profit is made with efficiency just by reducing time, scrap costs, and tooling damage. We all have the same goal at the end of the day, but no individual has more impact on that goal more so than the operator.
In conclusion, this is just a quick list — almost an entry level review — of some of the intricacies regarding a roll form operation, with respect to tooling and die challenges and operational constraints. In the field, tooling and die production efficiency takes on different forms depending on the observer’s viewpoint. But it ultimately comes down to communication and clarity in both design intent and product procurement, process improvement in everyday operation, operational maintenance, and training in day-to-day production decisions. RF
Formtek is a group of metal forming equipment manufacturing companies. With two dozen brands spread across eight facilities and a network spanning six continents, Formtek’s expansive network specializes in supporting the metal forming and fabricating equipment needs of its customers.












{kind=link}