
Манфред Біндер, директор з продажу Inline Color Measurement, X-Rite
Сталеві та алюмінієві панелі з покриттям є невід’ємною частиною будівельної промисловості, товарів та інших застосувань. У міру того, як тенденції дизайну розширюються, щоб включити спеціальну кольорову роботу з інтригуючими новими кольорами, виробники повинні забезпечити точність першого запуску та повторюваність. Колір має бути постійним на всьому фасаді та від одного продукту до іншого.
Таким чином, колір став основним критерієм якості. Якщо колір непостійний, його легко розрізнити. Якщо одна панель на даху або будівлі має інший відтінок, це відразу помітно. Якщо колір нестабільний, продукти потрібно переробити, утилізувати або продати зі знижкою. Це не тільки впливає на кінцевий результат виробника, але й може мати значний вплив на зусилля щодо сталого розвитку.
Для нанесення покриття на рулонну складність полягає у виявленні зміни кольору на ранній стадії виробництва. Однак це нелегко для виробничих процесів. Швидкість виробництва означає, що оператори не можуть запам’ятати або визначити точний колір, який виходить з лінії. Якщо виготовляється котушка, оператор не має шансу побачити зміни кольорів під час процесу, оскільки вони повільно бліднуть. Оператор може помітити відмінності кольорів лише тоді, коли зразки розташовані поруч, ніби вони встановлені на фасаді.
На щастя, прогрес у технології вимірювання кольору може допомогти виробникам спіральних покриттів негайно вловити відхилення кольору та уникнути дорогих відходів.
Вимірювання в лабораторії
Обладнання для вимірювання кольору вимірює колір незалежно від умов освітлення та оцінки людини. Вимірювання кольору стало стандартом для всіх лабораторій, оскільки воно забезпечує надійні дані для вхідної перевірки сировини, а також остаточної перевірки вироблених рулонів. Усі дані зберігаються, тому їх можна відстежити. Лабораторія є важливою інстанцією, коли потрібно приймати рішення щодо кольору. Саме тут виробники формулюють і визначають стандарти кольору рулонного покриття. Ці професіонали повинні відповісти на такі запитання, як: «Чи можемо ми відправити цей продукт у вказаному кольорі?» або «Ми відправляли ідентичний колір минулого місяця чи минулого року?» або «Чи стабільний наш колір один за одним?»
Але як ця інформація допомагає оператору керувати машиною? Дуже маленький! Він випускає котушку, яка на кінці згортається. Після закінчення однієї котушки відбирають пробу і доставляють її в лабораторію. Лише тоді оператор отримує результат про те, що було зроблено. Це як керувати автомобілем із закритими очима й лише зрідка поглядати на дорогу, щоб змінити напрямок. Ніхто б цього не зробив, тому що це дуже небезпечно. Отже, чому ми повинні робити це на машині для нанесення покриттів?
Коли мова йде про контроль якості, існує популярне прислів’я: «Ви можете контролювати лише те, що вимірюєте». Якщо колір важливий для продукту, його необхідно виміряти на виробничій машині, щоб дати оператору можливість зробити правильні налаштування, перш ніж колір виходить за межі специфікації.

Виробничі середовища вимагають вбудованого вимірювання кольору
Вимірювання кольору в лабораторії дуже відрізняється від вимірювання на виробництві. У лабораторії спектрофотометр знаходиться в чистому та стабільному середовищі. Температура й освітлення постійні, пилу дуже мало. Зразок охолоджується до кімнатної температури і може бути розміщений безпосередньо на спектрофотометрі для легкого вимірювання.
Однак на серійній машині сценарій зовсім інший. Під час вимірювання під час виробництва необхідно враховувати наступне:
• Вимірювання необхідно проводити без контакту, щоб не пошкодити та не подряпати стрічку котушки.
• На вимірювання не може вплинути звичайне тріпотливе та навколишнє освітлення на виробничій території.
• Температура кімнати та смуги котушки можуть впливати на вимірювання кольору. Якщо вимірюєте гарячу котушку, слід також враховувати значення кольору при кімнатній температурі.
• Вимірювання на лінії повинні бути такими ж точними, як і в лабораторії.
• Виробнича лінія рухається швидко.

Вимірювання кольору під час виробництва рулонів непросте завдання. На щастя, прогрес у вбудованому вимірюванні кольору та програмному забезпеченні спрощує, ніж будь-коли, контроль і моніторинг кольору під час нанесення покриття на рулони.
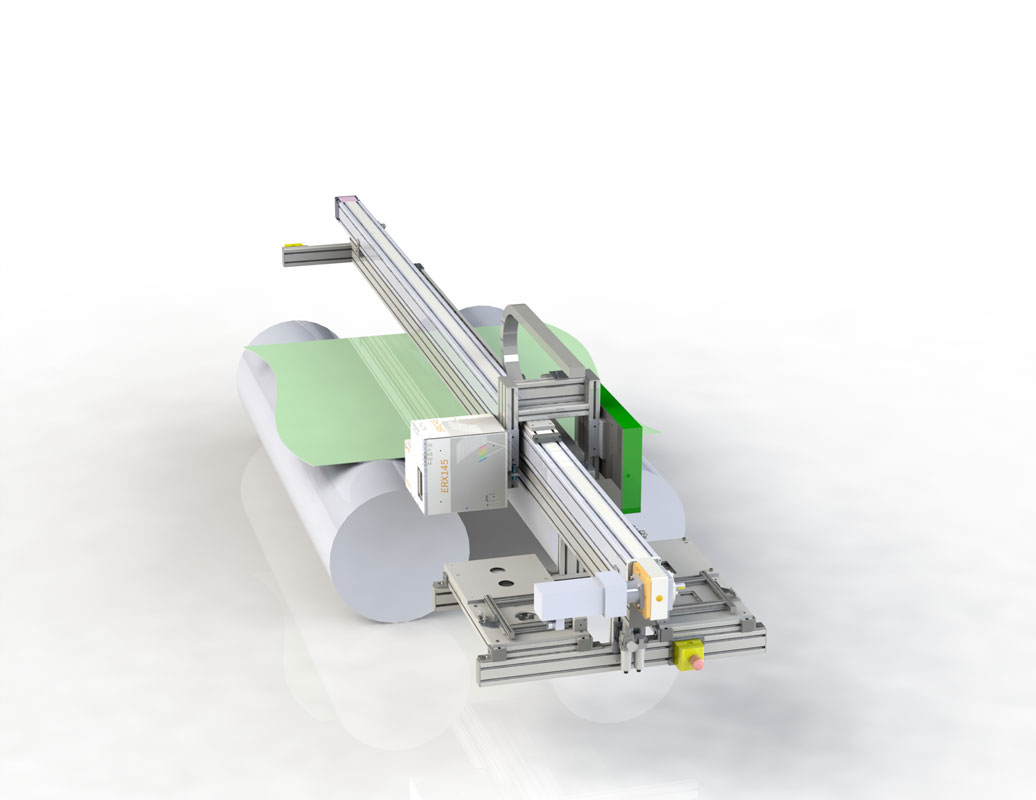
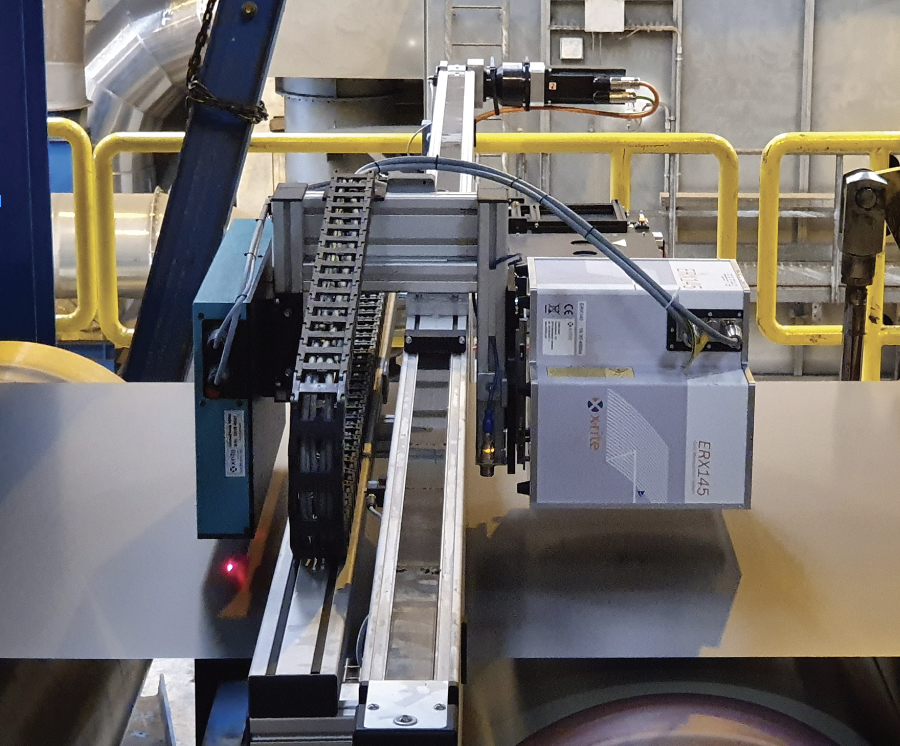
Сучасні вбудовані спектрофотометри встановлюються на поперечний промінь для вимірювання кольору в поперечному напрямку, без контакту, під час виробництва. Маючи цю інформацію, оператор лінії може контролювати пресування лінії нанесення покриття, а оператор кольорової кухні може бачити, як розвивається колір на машині. Якщо колір починає змінюватися, можна негайно вжити заходів, щоб зберегти колір у вказаних межах.
Де вимірювати
При додаванні вбудованого вимірювання кольору до виробничого процесу є два місця, де можна виміряти колір:
1. Відразу після загартування водою після остаточного покриття. Розміщення тут вбудованого інструменту фіксує інформацію про колір на початку виробничого процесу, щоб передбачити, як виглядатиме колір. Одним із недоліків є те, що котушка все ще гаряча, і вимірювання кольору потрібно буде перерахувати до кімнатної температури. Однак для виконання цих розрахунків можна використовувати програмне забезпечення для контролю якості для відмінної кореляції з лабораторною системою. Це пояснюється в розділі «Термохромізм» нижче.
2. Після кінцевого акумулятора. Тут температура прохолодніша, але, на жаль, не стабільна. Залежно від положення гідроакумулятора температура може змінюватися, тому необхідний контроль термохромності. Ще одним недоліком є швидкість на смузі непостійна. Це не впливає на якість вимірювання кольору, але точки вимірювання на смузі розташовані нерівномірно, оскільки поперечний промінь має постійну швидкість.
Загалом, переваги для вимірювання кольору після загартування водою є вищими. Якщо можливо, рекомендується вимірювати після загартування водою. Вимірювання після акумулятора слід розглядати лише тоді, коли перед ним немає місця.
Термохромність:
Як порівняти гарячу котушку з лабораторією
Технічні характеристики продукту та допуски на колір часто дуже жорсткі для покриття рулоном. На жаль, колір може змінюватися з температурою. Це оборотний процес і називається термохромізмом. Наприклад, червоний, помаранчевий і жовтий кольори можуть виглядати темнішими та менш насиченими за вищих температур.
На виробничій машині покриття затверджується в печі. Після виходу з печі смужка досить гаряча. Навіть загартування водою не знизить температуру стрічки до кімнатної. Якщо тут проводиться вбудоване вимірювання кольору, нам потрібно врахувати цей зсув кольору та перерахувати виміряні значення до кімнатної температури.
Вбудовані пристрої, такі як X-Rite ERX145, мають вбудований пірометр для вимірювання поточної температури котушки безпосередньо в місці вимірювання. Програмне забезпечення X-Rite ESWin QC отримує значення кольору з реальною температурою та перераховує значення назад до кімнатної температури. Навіть коли температура котушки змінюється, вимірювання є постійними та відповідають вимірюванню в лабораторії при кімнатній температурі.
Щоб визначити термохромний ефект, той самий прилад встановлюється на стіл для нагрівання та охолодження для використання в лабораторії. Кожен зразок вимірюється при різних температурах, щоб відкалібрувати зсув кольору. Значення, виміряні в лабораторії, передаються безпосередньо на виробничу машину та використовуються як стандарт. Це вимагає, щоб усі інструменти мали чудову узгодженість між інструментами та довгострокову стабільність.
Окремо або повністю Інтегрований у виробничу систему
Системи Inline можуть працювати як окремий пристрій або бути повністю інтегрованими в систему управління процесом (PCS). У цьому випадку прилад для вимірювання кольору повністю автоматизований без будь-якої діяльності оператора. Як тільки починається нове виробництво, мішень передається на кольоровий датчик і починається вбудоване вимірювання.
5 кроків для контролю кольору на рулонному покритті
Використання вимірювання кольору в лабораторії, на виробничій лінії та під час звітності про остаточний контроль якості допомагає виробникам досягти сталого кольору швидше та легше. Ось п’ять кроків, яких дотримуються успішні компанії, які займаються нанесенням покриття.
У лабораторії лабораторний спектрофотометр, встановлений на нагрівальному столі, допомагає постачальнику фарб і покриттів сформулювати та визначити стандарти кольору. Стандарт вимірюється під час використання системи опалення, щоб показати, як зміни температури вплинуть на колір.

Після того як стандарт кольору встановлено, він надається всім, хто бере участь у робочому процесі, включаючи постачальника, робочі станції в кабіні керування виробництвом, на лінії кольорового покриття та на клієнтських майданчиках, тому кожен користувач має доступ до однакових даних кольору.
Після початку процесу нанесення покриття на рулони вбудовані системи вимірювання кольору безперервно оцінюють якість кольору по всій довжині та ширині кожного рулона. Перетинаючий промінь утримує та переміщує вбудований спектрофотометр у поперечному напрямку, щоб він міг вимірювати під час руху котушки.
Результати надаються в режимі реального часу, тож будь-хто в мережі може контролювати якість і постійність кольору. Якщо допуск кольору перевищено, графіка та сповіщення повідомлять усіх, перш ніж відхилення кольорів перетвориться на дорогу помилку.
Вбудована система вимірювання кольору надає повну документацію у вигляді записів якості кольору на основі міжнародних стандартів, щоб забезпечити цілісність програми та задоволеність клієнтів.
Висновок
У сучасному виробничому процесі всі важливі параметри необхідно вимірювати та контролювати. Колір є одним із найважливіших параметрів, оскільки кожен помітить різницю на продукті. Хоча вимірювання в лабораторії необхідне, інформація надходить надто пізно для оператора машини. Лише вбудовані вимірювання кольору можуть допомогти операторам визначити зміни кольору досить рано, щоб налаштувати машину для нанесення покриття та отримати високоякісний стабільний колір.
Додавання вбудованого вимірювання кольору до процесу нанесення покриття на рулони має типову окупність інвестицій (ROI) у шість місяців. Завдяки автоматизованим вимірюванням у реальному часі під час виробництва компанії витрачають менше часу на ручне вимірювання смужок, зменшують відходи та економлять енергію. Найважливіше те, що вбудоване вимірювання кольорів покращує загальну якість продукту та задоволеність клієнтів. RF
Манфред Біндер є директором з розвитку бізнесу Inline Color Measurement в X-Rite, лідер ринку вимірювання кольору. Він має 30-річний досвід роботи в галузі вимірювання кольору, спеціалізуючись на вбудованих застосуваннях у паперовій, рулонній, пластиковій, текстильній, скляній та автомобільній промисловості.













{kind=link}