
Manual metal forming remains a fundamental technique in many fabrication shops, prized for its straightforwardness and cost-effectiveness. As Stoll Metal Works emphasized during a recent interview, manual equipment offers distinctive advantages—yet it also carries inherent limitations that every shop must consider. By understanding both sides of the coin, fabricators can make informed decisions about when and how to employ manual forming alongside more automated solutions.
One of the most compelling benefits of manual metal forming is its lower initial cost. Unlike CNC presses or hydraulic folders, manual brakes and shears require minimal capital investment and consume far less power. “Simplicity in setup and power requirements” means these machines can function in environments without robust electrical infrastructure, making them ideal for remote or off-grid operations. Reliability further reinforces their appeal; with few complex components, manual machines tend to experience very little downtime. For many of Stoll’s customers in non-electric communities, manual equipment isn’t just a primary solution—it’s often a lifeline.
That simplicity of operation extends beyond power. Even shops that already run CNC equipment frequently keep a manual machine on hand as a backup or for special, one-off trim pieces. As Stoll Metal Works’ team explained, manual brakes allow an operator to tackle quick bends or small-batch jobs without the overhead of programming or setup changeovers. This flexibility underscores why so many fabricators view manual forming not as a relic of the past, but as a complementary tool that enhances overall workflow.
Yet manual equipment is not without its drawbacks. Operator fatigue stands out as the most common limitation—especially when bending thicker or longer material by hand. A well-organized shop layout and efficient material-handling strategies can help, but as Stoll’s experts quipped, “always remember to eat your Wheaties for breakfast!” Beyond human endurance, manual brakes themselves have fixed length capacities. Most units span 10 to 12 feet, and although 14-foot models exist, they are harder to source—particularly on the used market.
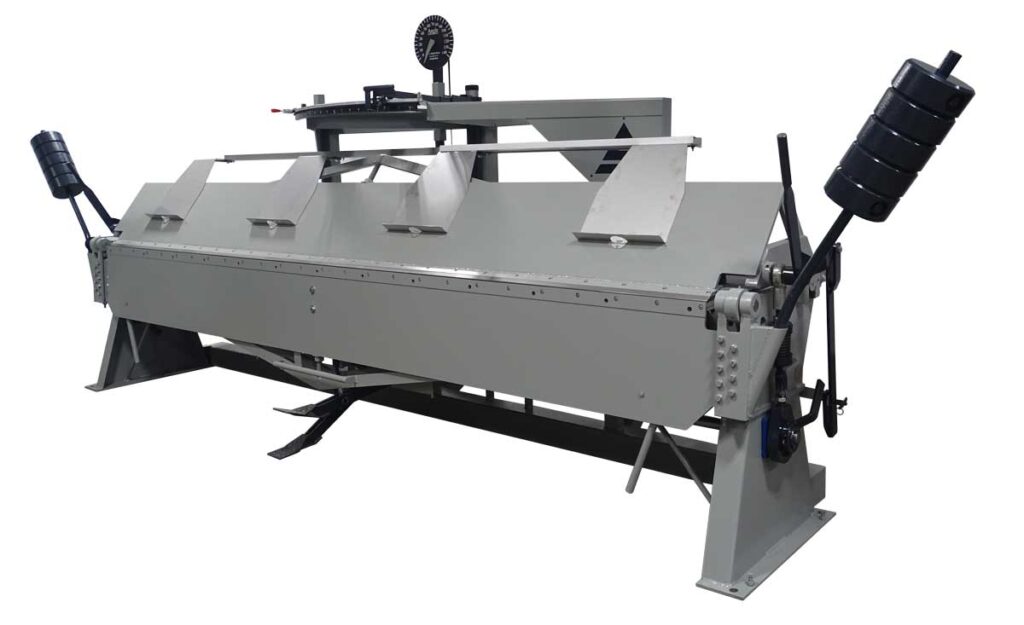
Stoll Metal Works manual brake.
Stoll Metal Works’ air/hydraulic control brake.
Photos courtesy of Stoll Metal Works
To get the most out of manual machines, Stoll Metal Works emphasizes rigor in safety and best practices. Guards, counterbalance weights, and pinch points all pose hazards if handled carelessly. “When a manufacturer puts warning labels on their equipment, they are not just doing it to comply with legal requirements,” the team warned. Clear communication between operators—especially during two-person operations—is essential to avoid finger-pinch injuries. Above all, any action that compromises safety should be strictly avoided.
For shops seeking a middle ground between fully manual and fully automated, a range of power-assist options is available. Air-clamp systems can reduce the physical effort required to hold material in place, while DC-powered finger-safety devices add an extra layer of protection. In facilities that cannot accommodate AC power, automated air-over-hydraulic controls provide non-electrical actuation. Even DC- and hydraulics-only environments can benefit from computerized or non-computerized controls tailored to specific compliance needs. These adaptations ensure that manual forming remains feasible for shops with diverse technical or regulatory constraints.
Practical problems may still arise when using manual equipment, but they can often be mitigated. For instance, attempting a full-length hem on tough materials like Grade 80 steel may lead to uneven results. In such cases, Stoll recommends using a dedicated hemmer for superior edge quality. Likewise, the operator’s skill is a critical variable: “Good training procedures and clear instructions, together with a diligent conscientious operator, can mitigate” most quality concerns. Investing in comprehensive training ensures that each bend meets the required tolerances.
Ergonomics also play a significant role in reducing fatigue and boosting productivity. Features such as spring counterbalance systems on the brake apron can dramatically lessen the manual force needed for each bend. Moreover, machines designed for one-location operation enable an operator to control clamping, bending, and back-gaging without constant repositioning. When combined with an efficient back-gauge system—especially one offering template-driven repeatability—and apron dials that display the bend angle, these features make manual forming both faster and more consistent.
In conclusion, manual metal forming endures as a versatile and economical process within modern fabrication shops. Its low cost, reliability, and ease of use make it indispensable for certain applications, while power-assist options and thoughtful shop practices help overcome its limitations. By prioritizing safety, investing in operator training, and selecting machines with ergonomic and efficiency-boosting features, fabricators can harness the full potential of manual equipment—whether as a primary workhorse or a strategic complement to CNC systems. Ultimately, a judicious blend of manual expertise and targeted automation yields the greatest flexibility and value. RF












{kind=link}