
物理滚压成型系统基本上分为三个部分:进入机器的材料、通过机器的材料和离开机器的材料。 如果您觉得自己似乎无法领先于订单,是改进您如何处理系统的这三个部分的问题,还是应该寻找高速机器? 虽然控制和软件是生产力讨论的重要组成部分,但我们向专家询问了他们的想法和意见,他们专门针对卷材处理机和轧辊成型机。 我们首先粗略地看看基于车间的轧辊成型机。
金属滚压成型系统 (太太) 拥有三个系列的机器,可满足广泛的客户需求。 MRS 所有者兼合伙人 Bill Griffin 表示,刚起步的小商店通常不需要那么多的生产能力,并且可以通过选择以每分钟 130 英尺 (fpm) 运行的入门级 Patriot 系列来节省初始启动成本. Signature 系列最高可达 150 fpm,而 Titan 系列则超过 200 fpm。
不知道哪个最好? Griffin 说,MRS 可以帮助确定基于哪些配置文件、配置文件数量、周转时间和订单量的最佳选择。
“当他们考虑升级以提高速度时,许多客户也在考虑扩展,”他说。 “扩展可以包括额外的位置和/或额外的产品或配置文件。”
他指出,一种常见的做法是将速度较慢的机器移动到扩展位置,并为主要位置购买一条高速生产线。 但格里芬说这并不总是最有效的。 有时更有效的系统可能是并排操作机器。 “现在您可以减少一天中的换色次数……如果您可以减少换色次数,如果您可以将您的订单组合在一起,如果您可以高效地进行卷材转换和订单包装以及将订单移出,那么您将获得更多的吞吐量,从而增加您的轧辊成型机容量。”
格里芬说推动你的机器“是一种平衡行为”,并补充说:轧辊成型机将高速运转。 我会说大多数擅长它的人,一天中 70% 的时间都在运行,所以如果你运行 8 小时轮班,你只需要大约 5 小时的运行时间。 如果您能够延长这些时间,您就不必将资本支出投入到如此快速的升级中。” 进料和出料改进是加快速度的最具成本效益的方法。
格里芬最后一个有趣的注释是关于生产中的“纸张分离”或“纸张延迟时间”的问题。 “这就是机器从裁切一张纸到开始送入下一张的时间,”他解释道。 “这让操作员有时间捕捉和冲洗堆叠中的每张纸,但时间应尽可能减少。 作为所有者,您希望看到该数字最小化以最大限度地提高生产力。 每一秒的延迟就是机器不生产面板的一秒。 这是需要非常清楚的事情。”
Acu-形式 已经在 150 fpm 找到了自己的利基市场,因此提供了一台机器来迎合该市场。 当客户询问更高速度的选项时,Acu-Form 销售员 Wayne Troyer 会首先提出一些有助于他们缩小真正需求的问题。

“当人们说高容量时,我会问‘你真正想要从你的机器中得到什么? 如果您以 150 fpm 的速度运行,我会问他们,'您当前在机器上的运行时间是多少? 你是在 4 小时中跑了 8 小时,还是在 7 小时中跑了 1 2/8 小时?
如果是两者中较慢的,Troyer 会要求他们研究如何从当前机器中获得更多运行时间的选项。 这可能就像在正确的时间让员工在正确的位置一样简单:“有人在那里更换线圈,有人在那里包装材料,这样操作员就可以完成一项工作,进入下一项工作,并保持跑步。”
如果一家企业在 8 小时中有 8 小时运行“帮派克星”,[不太可能的情况],那么讨论就会改变。 虽然 Acu-Form 将为任何有钱的人定制一台大容量机器,但如果空间允许,还有另一种选择。 “我问他们:‘你们拥挤吗? 如果您现有的机器仍在运行良好的产品,您是否还有扩展空间? 如果它仍然运行良好,那么在它旁边添加另一台机器如何?” 他说。 “第二台机器提供了同时运行两个不同订单的选项。”

Metal Rollforming Systems Patriot Line 轧辊成型机 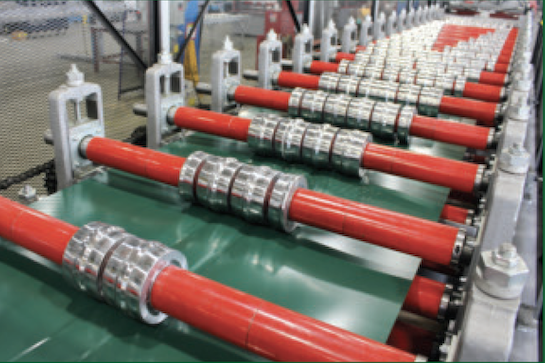
ASC 机床 Alpha 系列辊式成型机 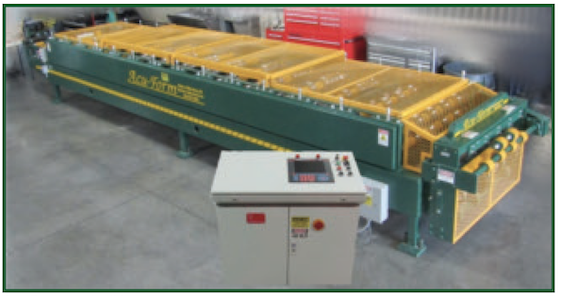
Acu-Form 面板辊式成型机 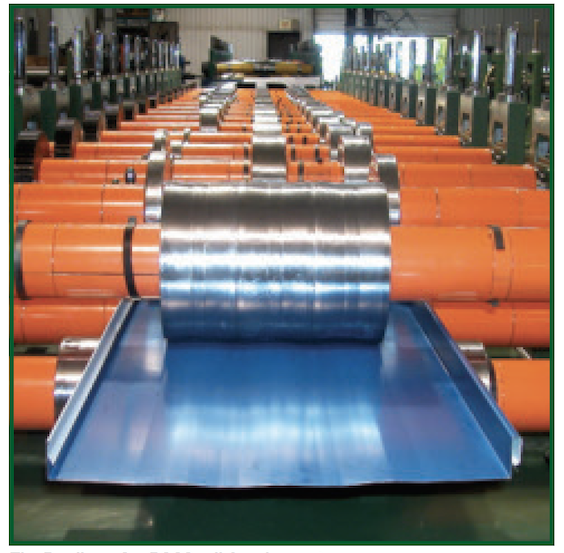
Bradbury Co. BOSS 滚压成型系统
这使企业还可以为快速周转订单提供更好的客户服务。 “他们将更好地准备回应客户。 他们仍然可以在一台机器上运行订单,如果客户进来并说:'我搞砸了两件,你能帮我运行这个',“你可以容纳他们。
Troyer 说,很多机器所有者并不真正知道他们的轧辊成型机实际运行了多少时间。 他要求他们在做出重大购买决定之前找出答案。 Acu-Form 的轧辊成型机与许多其他品牌一样,都在控制器上自动计算小时数。 “你可以准确地看到这台机器已经运行了多少小时; 你可以看到这台机器运行了两个小时,关闭了一个小时等等。”
不过,有些企业确实需要大容量机器。 “大容量机器在市场上绝对有一席之地,”他说。 “你让人们接到大订单,比如大鸡舍的订单,或者他们从大卖场得到订单。 他们会进来说,‘我想要 20 块 12 英尺的红、绿、黑三色。
然而,即便如此,Acu-Form 的 150 fpm 机器可能已经足够了。 “我们所有的机器都配备了电位计。 很多时候,业主会以 75% 到 80% 的容量运行它们。 当涉及到这样的订单时,他们会把它们调到最大容量。”
对于小型面板操作员,平均运行速度约为 100 至 120 fpm。
“以每分钟 150 英尺的速度,你可以每小时跑 3,000 英尺,”特罗耶说。 如果按六个小时计算,则为每天 18,000 英尺。 在 Acu-Form 自己的市场中,Troyer 说:“我不知道有谁需要那种机器的那种订单。”
布拉德伯里公司 使用高端机器为各种金属成型行业提供服务,并且可以制造轧辊成型机可能想要的任何东西。 但是,金属建筑、装饰与装饰行业销售经理 Ben Schmidt 表示,Bradbury 板辊成型机的典型所有者不会像他们谈论产量那样谈论机器速度。
“当你谈到 150 fpm、100 甚至 200 fpm 的速度时,运行此设备的人关心的不一定是速度,而是吞吐量,”他解释道。 “例如,如果他们正在运行 10 英尺的面板,他们想知道:'我每分钟可以从机器中取出多少 10 英尺的面板,我需要做什么才能获得更多?'”
Bradbury 客户通常会体验到更高的产量和每天多次换色。 颜色变化本质上会减慢整体生产时间。 Schmidt 说,面板行业的一家生产效率很高的车间,提供 20 种颜色,平均占实际机器时间的 50%。
“因此,在一天 8 小时的工作中,这台机器 50% 的时间都在制造面板,”他说。
效率归结为“我们如何帮助人们更快地更换正面的线圈,然后让成型的面板远离出口侧的机器。”
施密特说,如何切割线圈可以提高生产力。 如果您目前正在使用需要停止、切割和重新启动的“停止和切割或驼峰和切割系统(有时称为停止进给),您可以使用飞剪提高生产力。” Schmidt 指出 Bradbury 的 BOSS 滚压成型系统是一个很好的选择。 它将 Bradbury Orbital Servo Shear (BOSS™) 耦合到新的或现有的轧辊成型机,以进行高速闭环剪切。
“假设您在飞行系统上每分钟有 12、10 英尺的面板。 在停止和切割系统上,您很幸运每分钟能获得 6-8 个面板。 因此,我们确实能够将我们可以使用飞行系统生产的面板翻倍,而且我们还没有提高轧辊成型机的速度。”
BOSS 可以加速或减速,以适应操作员在退出机器时抓住面板的能力。 它的正/负切割精度为 1/16 英寸。
ASC机床 还提供满足面板辊压成型市场所有领域以及有效履行订单所需的不同速度的机器。
它从 Alpha 系列开始,逐步升级到 Select 系列,然后升级到 Classic 系列。 在 ASC,滚压成型速度从 150 fpm 开始,最高可达 400 fpm,这是市场上最快的生产线速度。 但美国和加拿大东北部地区销售经理 Thomas Schwarzer 也认为,在优化生产时,车间不应仅将机器速度视为最重要的考虑因素。
“基本上有两个世界,”施瓦泽说。 “更实惠的进站线路和更高预算的飞行截止线路。 较小的操作可以得到大约 100 -110 fpm 的净吞吐量(不是线速度)。 较大的制造商需要高达 400 fpm 的更高速度来满足他们的需求。 在这两个范围之间是滚压成型系统的许多变体。 我们必须找出最适合你的地方。”
飞剪后剪更适合以 200 到 400 英尺/分钟的更高速度运行的公司。 同时,进料到切割系统仍然是许多公司的正确答案。
“客户大部分时间都在寻找更高的辊压机速度,因为这似乎最有意义,”Schwarzer 指出。 “客户一出门就会说,‘我需要每分钟 200 或 250 英尺’,但有时最好先优化线圈处理前端和/或堆垛系统。 这完全取决于你一天做多少工作; 你一天要换多少个线圈。”
与我们交谈过的每个人一样,他鼓励业主首先考虑升级前端和出口端机械。 资本投资可能会更小,而客户实际上最终可能会获得相同甚至更高的净产量。
由莎朗·撒切尔为 滚压成型杂志
其他资源:有关辊压成型机和生产力的更多想法,请参阅文章“单、双和多型材面板辊压成型线:做出购买决定时要考虑的事项”,2020 年秋季 滚压成型杂志.
并且,“使用这些库存管理系统提高您的生产力”,2019 年冬季 滚压成型杂志.











{kind=link}