

那些以滚压成型机为生的人对滚压成型生产线寄予厚望。 他们希望它做得更多,更通用,并且希望它更快。 这并不总是那么容易,但这就是客户要求或要求改进时的目标。
到目前为止,该行业已经能够满足客户对屋面和墙板成型机的需求。 该行业引入了创新,以帮助提高生产力、减少停机时间和减少劳动力投入。
快速更改
当客户希望他们的屋顶和墙板具有不同的功能时,机器的多功能性就出现了。 如果每个客户都想要完全相同的面板,那将很容易,但他们没有。 他们想要不同的型材、不同的颜色、不同的宽度、不同的屈服强度和不同的长度。 拥有四台或五台或六台轧辊成型机是不切实际的,但期望一台机器提供足够的选项来满足大部分客户的要求是合理的。

接合不同的轧辊已成为辊压成型过程中的一个简单步骤。 如果要求立缝屋面板具有肋条,则需要在成型过程中对滚轮进行简单的调整以形成肋条。 这是打开或关闭它的问题。 所有这些信息都可以从一个控制面板输入; 连接到整条线路的控制面板。
使用同一台机器运行不同的配置文件也可以通过双高、并排操作或筏板工具来完成。 筏板工具的使用为该行业节省了大量的劳动力和机器时间以及废料,并缩短了交货时间并提高了您的投资回报率 (ROI)。
该行业已转向使用双端卷材辊,这对生产率有很大影响。 线圈车和旋转栅门的使用增加了这些效率的提高。 形成具有新颜色的面板需要不同的线圈。 曾经可能导致大量材料浪费的耗时过程现在通过使用多个开卷机得到简化。 辊式成型机前端的开卷机可以容纳多个线圈,以减少转换时间。
为了尽量减少材料浪费,机器前端安装了剪刀。
前端剪板机在材料经过滚压成型过程的任何部分之前对其进行切割。 如果你只能在生产线的末端进行剪切,那么当你包装你需要的东西时,生产线上的材料就变成了浪费。

组织工作现场
在店里时间就是金钱,在工作现场时间就是金钱。 如果您要手动进行,以允许安装人员按安装顺序打开包装的方式组织产品包(屋顶或墙板)可能是后勤方面的噩梦。 使用自动取放系统可以大大简化该过程。
当面板到达工作现场时,它们被捆绑在一起以适合安装人员。 堆叠的第一个面板是第一个安装的,堆叠的第二个面板是第二个安装的。 它在工作现场省去了很多麻烦。
该行业已经开发出自动化面板堆垛机,它可以创建“金字塔堆”,与所有面板(无论长度如何)都流向一端的旧捆绑包相比,这种堆垛更安全,这使得捆绑包无法堆叠并且处理起来很危险。
现代滚压成型生产线中的各种机器通过编程接收指令,并且几乎可以在运行中进行调整。
操作员无需输入信息。 这可以节省时间并确保准确性和效率。
最近的技术使机器能够从“办公室”或机器操作员以外的人那里接收信息。 可以将数据编程到机器中,以便在一天中生产多个不同的零件,所有这些都无需停机。
当一个批次或运行完成时,机器已经为转换进行编程以生产下一个零件。 该机器具有完成转换并开始生产的能力。 没有这种能力的机器需要由机器操作员手动更换工具。 这引入了错误的可能性,并且肯定会增加停机时间和生产相同数量零件所需的时间。
这些机器还能够在一天中的任何时间向办公室提供有关已生产产品的数据反馈,同时监控所生产零件的准确性。 在轮班或工作日结束时,可以轻松收集信息以确定全部生产的产品,包括按每个零件的数量细分。
如果生产了“坏零件”,无论出于何种原因(通常是材料中的缺陷),这些零件将自动转移到“坏零件”堆中。 如果没有这种能力,就必须手动发现和删除这些部件。
行业领导者; 独特的轧辊成型机
Samco Machinery 在设计每台滚压成型机时都会考虑到特定的客户。 每条滚压成型生产线都是独一无二的,可以提供最有效的创新,以节省时间和金钱……通过提高机器效率来大大减少停机时间并降低劳动力成本。
Jaswinder Bhatti 在 Samco Machinery 工作了 30 多年。 他从车间开始,在每个部门工作,一直到工厂经理。 他目前担任 Samco 的应用工程副总裁。 Bhatti 还是加拿大工具与加工协会 (CTMA) 的董事会成员。
Samco Machinery 为客户提供领先的设计和具有成本效益的解决方案,以满足任何金属滚压成型项目的需求。 Samco 保持 ISO 9001 认证,生产滚压成型机、开卷机、轧辊工具、压力机和材料处理解决方案,为全球各行各业的众多客户提供服务。 访问 www.samco-machinery.com 或联系 [电子邮件保护] 获取更多信息. RF

-

- 物料搬运系统(图片由 Samco Machinery 提供)。
-

- 堆垛机金字塔桩(照片由 Samco Machinery 提供)。
-
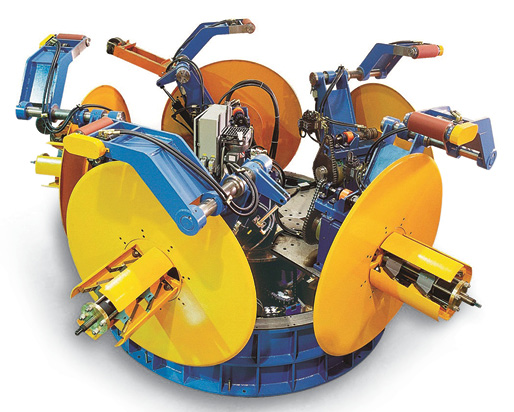
- 五头开卷机(图片由 Samco Machinery 提供)。













{kind=link}