By Sharon Thatcher
Long delays for back-ordered parts needed to fix a broken machine can be costly for a company’s bottom line and reputation. The commonly provided answer for how to avoid that problem lies in taking precautionary care of your equipment to avoid unexpected breakdowns.
Roll-forming machine manufacturers provide specific guidance for their machines. That guidance typically depends on how much you use it, and what types of metal you run through it. The first rule of thumb is to read through the machine manual and follow the recommendations. Even if you do rely on your supplier’s service team to conduct routine maintenance, a cursory knowledge of what needs to be done and why can prove critical to breakdown-avoidance.
Here are the areas all roll-former operators should take into consideration, as well as a general timeline for ongoing maintenance.
COOLANT SYSTEM
An accurate cooling mixture of water and oil is critical for proper and smooth operation. Too much water can cause rollers to stick, altering the machine’s performance and product quality. The proper ratio is prescribed by the supplier. Use a refractometer daily to measure for correct concentration.
To avoid limescale build-up in machine piping, use softened water.
If you use pressure filters, periodically check and change them as needed.
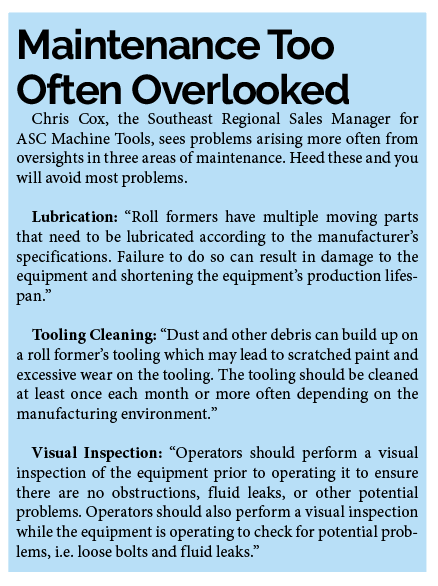
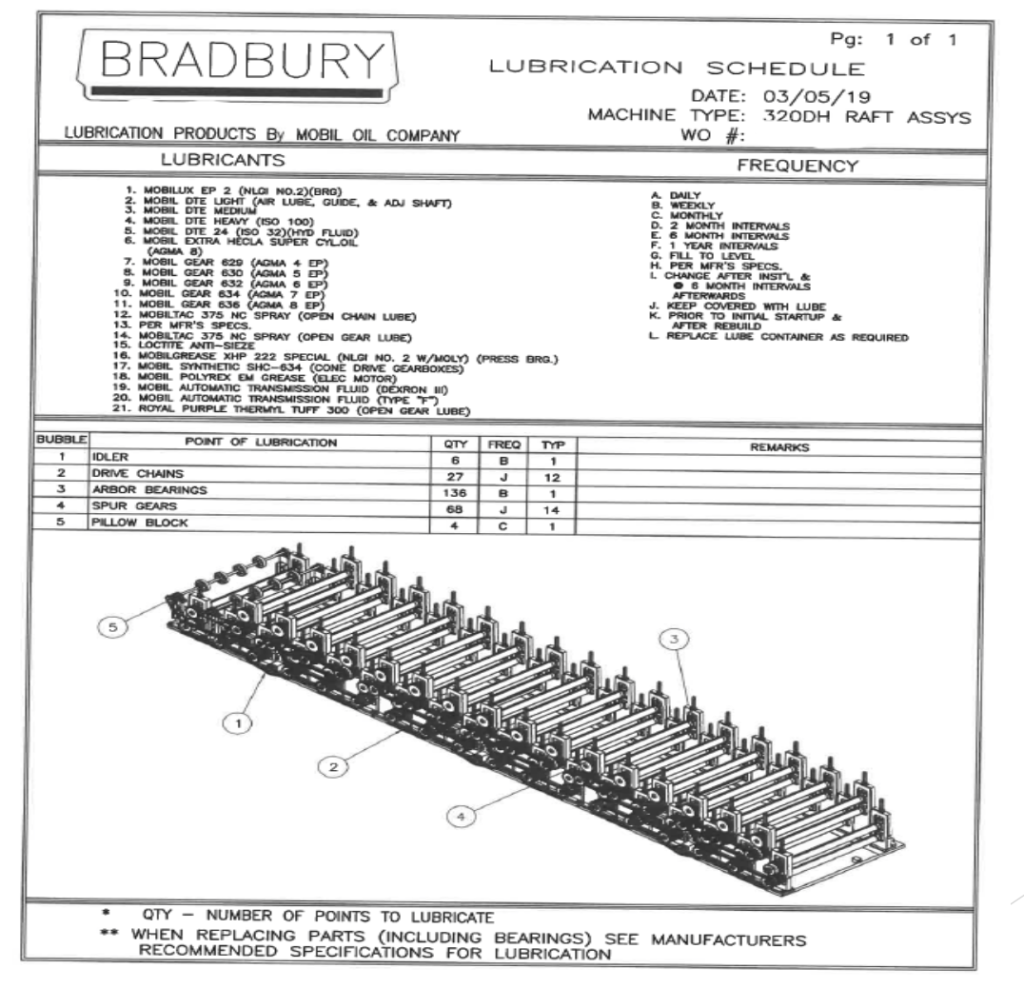
LUBRICANTS
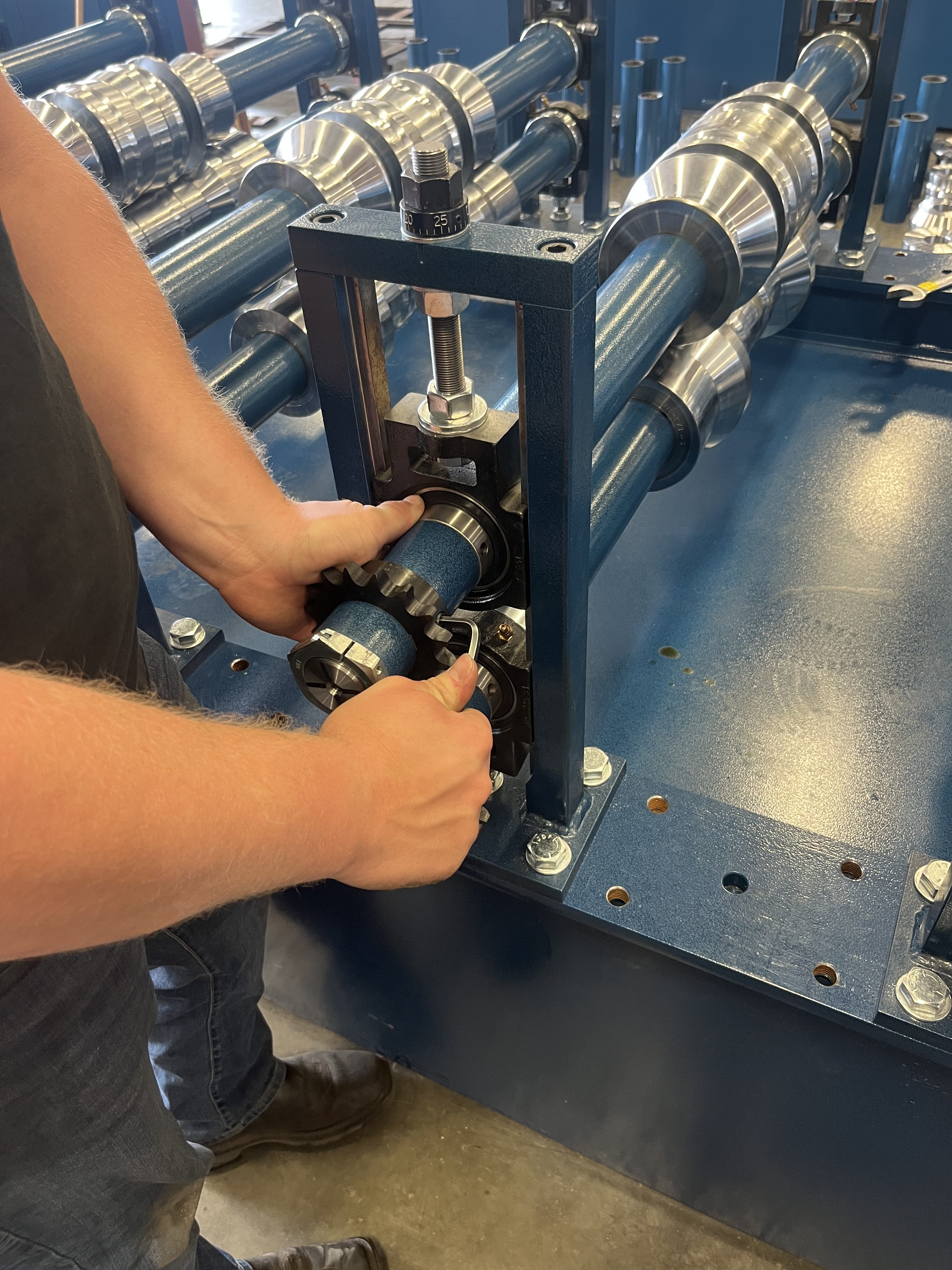
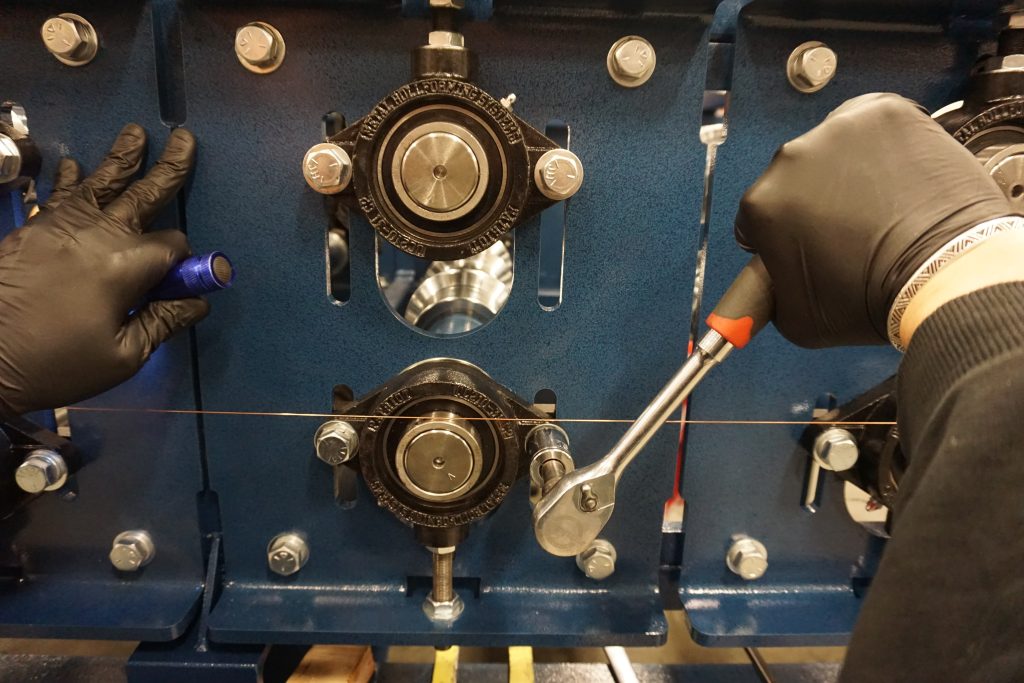
All power transmission parts (bearings, dies, pillow blocks, slide blocks, and chain gears) should be kept lubricated with a thin film of lubricant to avoid premature wearing of parts that can ultimately damage a panel. This applies even to high-quality roll forming dies that are chrome-plated to help overcome the surface speed difference inherent in tooling.
How often lubrication is needed depends on production volume. For high-volume operations (daily two-shift operations) shear dies should be lubricated daily, roll former shaft bearings monthly and pillow blocks and slide blocks yearly.
Lubricant serves as a magnet for dust and dirt so always wipe off excess from surfaces.
HYDRAULICS
Hydraulic oil usually requires changing twice a year for high-volume operations, but operators should check oil levels daily. Microscopic testing of the oil, provided by an oil service firm, offers the best read on when hydraulic oil needs to be changed.
Because hydraulic oils are sensitive to contaminants (both dust and moisture), regular maintenance can significantly increase the life of hydraulic systems and components. Oil levels should be checked daily.
When filling a new machine, or changing oil, a filtered 10 (or more) micron filter is needed to remove impurities.
Hydraulic Filters: In-line hydraulic filters can be checked via a color-coded indicator. Changing oil within the yellow range is the most ideal time. The red range indicates that no filtering is taking place and ongoing use of the machine will lead to degradation and break-down.
Hydraulic Hoses: On a monthly basis, check for abrasions and leakage in hydraulic hoses, paying particular attention to high-pressure lines. Installing hose separator clamps will help to prevent abrasion due to hoses rubbing together over extended time.
Leaking hoses should be replaced immediately. While properly engineered hydraulic hoses provide many hours of care-free operation, hydraulic oil is extremely hot and under great pressure. A failure is a major safety hazard. Operators of hydraulic shears should pay special attention due to repetitive flexing of the hoses.
Hydraulic Reservoirs: Clean reservoirs with solvent-soaked, lint-free wipes to eliminate accumulated dirt.
PNEUMATiCS
If using compressed air systems, monitor daily for correct PSI levels. Improper levels indicate an air leak and will ultimately lead to malfunction. The best check is when the plant is idle. Turning the air lines on and off when it is completely quiet will let you hear any air leaks. Once pinpointed, the leaks can be repaired.
DRIVE BELT TENSIONING
One of the common oversights in roll former maintenance is not checking chain tension. Slack in the tension can create a jerking motion within the roll former. This can ruin shafts, keyways, and sprockets. Before long, the chain itself is stretched out of shape, climaxing into a major overhaul.
A tensioner mechanism can ensure that the correct tension is set.
TOOLING INSPECTION
Roll tooling can be expected to hold up to years of use, but ongoing vigilance is needed to be sure tooling gaps and clearances are set properly, and various parts of the cutting process are running at top performance. This should be done daily or whenever the gauge is changed. Feeler gauges or an inspection mirror can help detect problems before major damage occurs.
Advisable is keeping replacement punches and dies in stock for quick replacement.
Periodically stop the line and evaluate what is being produced in comparison to engineered roll drawings that show the desired shape. Misshapen profiles will require either a simple adjustment or, worst case, a complete roll replacement.
SAFETY
Although routine maintenance can prevent costly breakdowns, all is for naught if safety is disregarded, and a health emergency wipes out the cost savings and brings with it the trauma of injury.
Daily, before operating equipment, walk around the machine to verify that all guards and safety switches are in proper place and condition.
Power off machinery before working on it.
Never bypass emergency stop buttons or disengage safety equipment.
Know where the emergency stop buttons are located and prepare yourself mentally for using them in an emergency.
Always know the proper lock-out and tag-out procedures.
Use proper personal protection equipment (PPE) around machinery: safety glasses, gloves, and hearing protection.
Keep the workspace clean and organized. This includes the roll former and the work area around the machine. A machine that is well kept is a lot easier to operate safely and to maintain. It makes it easier to detect problems like a hydraulic leak or blown seal.
KNOW YOUR MACHINE
New technology with gauges and sensors is helping operators monitor critical parts and functions before things go wrong, yet always important is learning the sights and sounds of a good working machine and heeding your senses — and operator’s manual — when something doesn’t seem right. With routine inspection, catch problems before they become critical. RF
The Value of Manufacturer Service Teams for PM
Roll-forming companies are increasingly recognizing the value of their manufacturer’s service teams to provide preventative maintenance and direction. Bill Griffin, President of Metal Rollforming Systems (MRS), said, “We’ve seen an increase in requests for factory service techs as people recognize the value and importance of uptime. They’ve been willing to invest in the preventative maintenance side of things, especially with the industry as a whole being so busy right now; every minute is valuable, and you want to get the maximum out of that machine and avoid downtime as much as possible.”
Typical for MRS are requests for annual inspections on a scheduled basis. “We travel to a customer’s facility and focus on issues or items that may need to be inspected or replaced to reduce future downtime issues,” Griffin said, “and a lot of the times we are able to catch things before they become an issue.”

An annual checkup includes inspection of wear parts, verification of calibration, and optimizing production speeds and settings. “Often times our technicians will flip and adjust shear blades, inspect drive rollers, and chain tension, adjust tooling gap for optimal panel coverage and angles. If you can get ahead of the problem, you can really minimize the issues,” Bill said.
A single visit from an MRS technician costs an average of $2,000 to $4,000: a small cost to pay in comparison to a major breakdown.
Good used roll formers are hard to come by, so most machines sold today are new, making breakdowns less likely. In addition to annual inspections, manufacturers offer their customers advice on routine tasks for daily, weekly, and monthly schedules to keep those machines running smoothly well into the future. Buyers are advised to take advantage of and follow the PM schedule to maximize the longevity of their equipment. RF
Technician Reveals How To Avoid Having
To Make an SOS Call for His Services
Bradbury Co. Customer Service Technician John Rogers knows the insides-out of roll formers because he works on them daily. He offers insight into how to prevent an unexpected breakdown that could lead to an expensive visit from a technician like him.
On Alignment
“Alignment is king in the roll-forming world. Having material flow through the shear to the lead-in and through the tooling smoothly will eliminate most defects in your product. Verify that the dials match the tooling gap; make sure no one has gotten the dial off a round [during changeovers].
“If your panel doesn’t look right, did something get adjusted incorrectly, is it pinching somewhere, is the tooling running together, am I about to cost myself a lot of money? Spending a little time inspecting alignment and tooling gap can save costly repairs.
“Check the lead-in/entry guides as well as both horizontal and vertical tooling areas. Don’t assume that the coil is to blame. The inclination may be to come down harder on the panel, but if you run that tooling together very long, you’re going to be buying new roll tooling … Looking for a pinch point on roll tooling is one of the most important things you can do.”
On Lubrication
“The amount of times I go into someone’s facility and … I ask Bob the Operator, ‘hey, grab me your grease gun,’ if it takes Bob the Operator more than 10 minutes to find me a grease gun, I know he doesn’t use it every day; he doesn’t use it once a week. On a Bradbury roll former there are 136 grease zerks on the arbor stands, on the 16 pass [double high roll former]. If you can’t find the grease gun and you’re having to grease those 136 zerks every week, you’re not doing it. Take care of that machine and it will take care of you.”
On Chain Chatter
“If you let those chains get super loose and worn because they haven’t broke, that doesn’t help you because you’re going to wear your spur gears out faster. If you have chatter in the chain, you get chatter in the spur gear, that transfers to chatter in the roll tooling. You’re going to start seeing shiny marks on your roll tooling, you’re going to see a [staggered] radius on your panel — you can see it; it’s not super defined, but it wears out your roll tooling faster. So make sure, per your schedule, to lubricate your gear boxes, chains, sprockets, spur gears.”
On Spare Parts
“Spare parts on your shelf limit your down time. If [we determine] your machine isn’t working because the low-air compressor switch on the back of your brake is faulty, and the lead time on that switch is two weeks and the part costs $70, do you want to be down two weeks because of a $70 part? Have some of the critical parts on hand. Limiting down time is part of maintenance. Be prepared.”
On Setting and Keeping a Maintenance Schedule
“Lube those chains, lube the spur gears, take a look at your gear boxes as per your lubrication schedule and prolong the life of your roll tooling, your bearings, and the quality of your panel. …[New] roll tooling is far more expensive than the lubrication on your chain. Take the five minutes. Take the time to keep your lubrication schedule up.
“Simplify the issues. Find the root problem. It might take a little to get there but don’t fix symptoms. Don’t put a band aid on a band aid. Keeping the line in good working condition will keep you from major repairs, and major downtime!” RF












{kind=link}