
Things to consider when making your buying decision.
■ Compiled By Sharon Thatcher
One of the first considerations when buying a stationary panel roll former is whether to buy a single, dual, or multiple profile machine.
What are the options?
Single profile roll formers have only one set of stands, shafts, and roller die tooling and are a good choice if you want to roll form one particular profile. Depending on the profile, you are able to choose between pre- or post-cut lines. Entry-level machines come with a less expensive price tag and produce at speeds of approximately 100-150 FPM. Companies with high volume demands typically use single profile machines with flying cut-off systems reaching speeds of up to 400 FPM.
Benefits: Affordable, good entry-level machines are available for startups that don’t need optimum speed, while higher-priced lines in the same category offer excellent production speeds for high-volume companies.
Disadvantages: Capable of processing only one panel profile.
Dual profile machines are often referred to as dual-height or double-deck machines because there is a lower set of stands and tooling for one profile, and a higher set of stands and tooling for the second profile. Both levels sit on a common base. Material feeds in and exits from either the higher or lower level. If floor space is limited, adding a second deck to your existing roll former is a good option. Running two profiles on only one machine will also save on manpower and the additional cost for a second set of ancillary items (electrical setups, controllers, uncoilers, shears, etc.) needed for a new line. While a space-saver, you can only operate on one level at a time. The following are the most common profiles on dual profile panel lines:
• “Ag” Panels
• R/PBR Panels
• U/PBU Panels
Benefits: Provides owner the ability to offer two styles of panel; savings in floor space, manpower, and ancillary items.
Disadvantages: Only one profile can run at any given time.
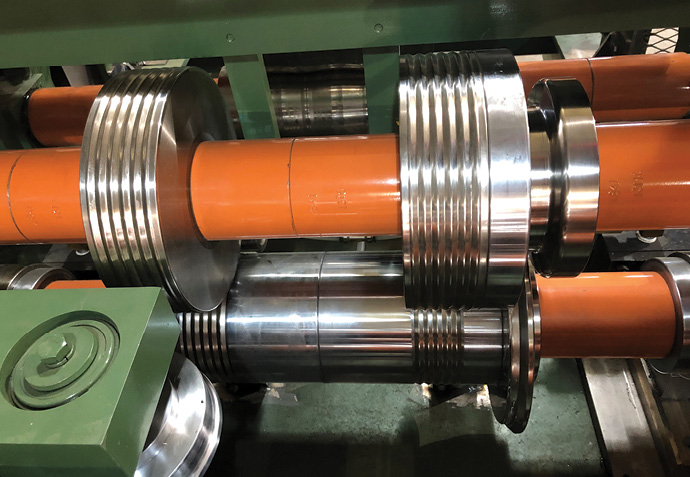
Multiple profile machines, also called subplated or rafted machines, produce on a single level and are on the higher end cost-wise. These lines are typically used by larger manufacturers that have a demand for many different profiles. This demand does not exist in all markets, but there are exceptions. Each profile has its own set of stands and tooling mounted to interchangeable “subplates” (also called rafters or cartridges). Changeovers are relatively quick, but access to an overhead crane or forklift is needed to switch the subplates/rafters/cartridges.
Benefits: Ability to serve an unlimited number of panel profile demands, eliminating the need for multiple machines.
Disadvantages: Typically more costly than a single or dual profile. Overhead rigging (forklift or crane) needed for changeovers.
Multiple Profile Trim Roll Formers
While many shops may feel the demand doesn’t require the purchase of a multiple profile machine for panels, your market may justify a multiple profile roll former for trim. They enable manufacturers to produce trim much more efficiently than on folders and brakes.
A general rule of thumb is that a manufacturer can produce nine pieces of trim on a roll former in the time that it takes to produce one piece of trim on a folder or brake.
Chris Cox, JD, Southeast Sales Manager, ASC Machine Tools, Inc. advises that trim manufacturers who are considering a multiple profile trim roll former should ask two questions:
• What standard trim profiles are produced in a high quantity; and
• Which of those standard profiles take the most time to produce on a folder?
Cox said: “Most multiple trim roll formers are hand fed, although some manufacturers choose to invest in a complete line with uncoiler and shear. Multiple trim roll formers can produce four or more profiles depending on the width of the trim blanks. Net throughput speed varies by manufacturer. Most multiple trim roll formers require just one operator, although hand-fed roll formers operated at higher throughput speeds may require one person to feed the roll former and one person to stack the formed profiles. Some of the most common profiles are ridge caps, corners, and J trim, although almost any trim profile can be produced efficiently on a roll former.”
What is your existing and potential market?
Experts universally agree that a potential buyer should know their market before buying any machine. The typical market for regional roll formers today calls for either an ag panel or an R/PBR panel, but maybe both, neither, or more.
How do you find out? Ask the roofers and/or lumberyards you plan to manufacture for. There’s a strong demand for regional panel favorites—in both style and gauge—which can change, but they don’t usually vary often or dramatically. Roofers tend to stay with the panel they are most familiar with and comfortable using. That can be dictated by whether their market is primarily residential, commercial, agricultural, or a combination.
Originally published as “Single, Dual, and Multiple Profile Panel Roll-Forming Lines” Fall 2020 issue Rollforming Magazine.











{kind=link}