Contractors are looking for one-stop-shopping to save time, so rollformers are increasingly offering not just the panel, but what goes through it to keep it on. Screws may look rather small and insignificant but in fact they are an extremely important part of future panel performance. Engineer Peter Graves, ST Fastening Systems, delved into the science of screws in his 2021 Construction Rollforming Show presentation.
Graves noted that screws are designed according to standards set by the Industrial Fastener Institute (IFI) and contained in their guidebook. “In there you can find just about everything you need to know,” Graves explained: “what size head, what size threads… how to design a screw, everything from trouble shooting, quality control, how to sort them, how to finish them. It’s considered the bible of the screw industry.”
There are hundreds of screw varieties, so narrowing them down can get confusing. The first thing to look for is what is being screwed together. A screw best used for holding metal to wood is going to be different than the best for holding metal to metal. As well, there can be variations in the types of wood (southern pine versus OSB or plywood) and the types of metal (light gauge steel versus heavy gauge steel) being adhered.
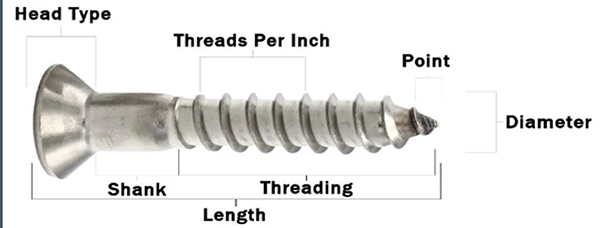
Screws are very basic in design, with a head, a shank, threads and a point. It’s in the technical details where the science becomes mind bending.
ANATOMY OF A SCREW
There are four basic parts to every screw: the head, the shank, the threaded portion, and the point. Engineers at fastener companies have taken this basic design to amazing levels, enhancing the performance of screws in various substrates. This is done by redesigning a screw’s parts.
Head Styles
The head prevents the metal from pulling over the top of the screw in uplift conditions such as a windstorm. For metal, Graves said, “Most steel binding screws are hex head. Even wood binding screws have a hex head with a built-in washer.”
Wafer heads and pancake head screws are used on clip screws for a standing seam roof panel because of the low profile.
A truss head that gives a very smooth profile is usually for walls and should not be used for roofing because it can fill up with water and rust.
Thread Styles
“There’s as many thread options as you can imagine,” Graves said.
For metal to wood, screws are typically 7-14 threads per inch (tpi). “The harder the wood, the more screw threads you need,” Graves said, explaining that an incorrect selection will “tear up the screw or tear up the wood.”
The need for more threads holds true as well for metal to metal. Said Graves: “If you drill a steel screw into a steel substrate, you’re going to want 14-24 threads per inch.” The thicker the steel, the more threads per inch are needed. “If it starts going in too fast, it will bind up,” he explained. “We call it galling. It will seize itself into the metal and you’ll twist the screw off in torsion.”
The study of threads per inch was conducted by now-retired ST Fastening engineer Tom Hulsey. “He went through and determined how long the threads need to be to get through thicknesses of material,” Graves said.
Point Styles
The points of a screw help determine how a screw approaches and drills into the substrate. “There’s a cutting edge on the point, and if that cutting edge goes too fast, it will actually burn that screw up and it’ll melt the cutting edge,” said Graves.
Today’s screw points have transitioned from simple points to fluted to maximize the ability of that cutting edge.
Points and threads are the workhorses of the screw and need to work together for effectiveness. How effective is often dependent on the person behind the screw driving tool.
An example Graves provided was for a 16-12 gauge purlin or girt. “You need to drill all the way through the back side of the bottom of the substrate before those threads engage,” he said. “If you spin it too fast, it’s not going to drill.”
Beware of impact drills that can now run at 4000 rpm. “The only thing you can put in with a 4000 rpm is a really small #10,” he said. “If you try to put in a steel screw going that fast, you’re going to burn the tip.”
It was again Hulsey who figured out the math for how much speed a particular drill point can handle. Graves said there is a way to tell if the tool is at the proper speed. “You can usually tell when you’ve got the proper speed on the screws going into the steel because it’ll keep cutting those chips out … it’s what causes the drill point to go through. If you spin it too fast, you won’t see any chips coming out, so you either need to slow down or you may have already burned the screw tip off,” he said.
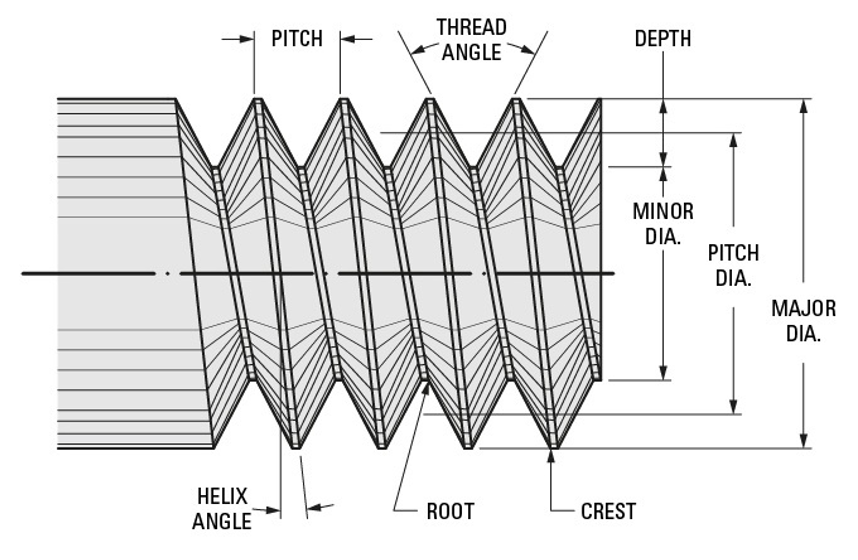
Think screw threads are simple? Here’s how an engineer sees them. Angles, pitch, depth, crest, root, and diameter all play a role in how screws perform in various substrates.
EXPANSION AND CONTRACTION
Metal panels are constantly under stress from expansion and contraction. “At night the panel cools off and during the day it heats up,” Graves explained. “As the panel works back and forth, sometimes that panel will work the screw out. The only thing holding that panel on is the screws.
“That’s a huge problem with inexpensive wood, OSB and thin plywood,” Graves continued. “Sometimes those screws will back out, especially if they’re over-drilled.”
The problem probably won’t even be noticeable until the screw starts to back out due to expansion and contraction. Graves designed a screw with a wider pitch that helps to resist torsion and allows the user to feel when the screw has been clamped snuggly, but over-drilling remains a problem in the metal industry.
Clip screws are a popular choice for dealing with expansion and contraction for metal. “A lot of clip screws nowadays have a shoulder that kind of fits in the slot so the clip can move with the standing seam roof as you get expansion and contraction,” he said.
Other Environmental Factors Affecting Screws
Wind events
Just as important as the selection of screws for a particular job is how, where, and how many to use. That changes on every job. “Every roof has different uplift pressure areas,” Graves noted, pointing out that for a building exposed to windstorm events, “each one of these panels will have a different screw spacing, and that screw spacing gets closer for more holding resistance.”
Too many screws, however, can also be bad. “Having too many screws in one location will affect the wood pullouts,” said Graves.
The project architect should provide the necessary direction on placement.
Corrosion
Screws that have been electroplated and mechanically plated help prevent corrosion as well as provide lubricity to improve driving.
Color degradation
Matching screw color to panel color is a science all its own. “There’s as many colors out there as you can imagine,” Graves said. “Everybody is trying to match their screw to the panel color. The problem with that is the panel color will drift from one end of the coil to the other end of the coil.”
He explained the process: “Powder coating or paint is made up of resin and then they add fillers—pigment or ground up particles that are dispersed throughout the resin—to make the color. Those resins carry that color throughout the panel or the powder. As the ultraviolet light hits those pigments, they’ll start to fade the intensity of that color …. As that color starts to fade it looks different than when you first installed it.”
Matching colors is quite a challenge. “Everybody knows that a shade off here or shade off there can make a big difference,” Graves said.
ST Fastening now uses a Spectrophotometer to analyze color to determine the drift of that color away from the standard. It can determine color from three different light settings: fluorescent light, sunlight, and candlelight.
“The Spectrophotometer will actually detect how close to a known standard we have in our library,” Graves said. Usually the human eye can detect between .5 and 1.0 difference in color, but the Spectrophotometer can detect to a tenth of a Delta E.
Being able to “dial in the color” as needed has become an industry game changer.
The company has also started putting a clear coat over electroplating to further resist some of the fading and corrosion. RF













{kind=link}