

Персонал РФ
Журнал профилирования и все такое Защитная стена СМИ заголовки меняют формат наших характеристик продукта. Одной из целей наших журналов является преодоление разрыва между производителями и конечными пользователями. Это обеспечивает большую ценность как для наших читателей, так и для рекламодателей. Конечные пользователи хорошо знают свои проблемы и болевые точки, связанные с продуктами, процессами и оборудованием. Производители знают материал, дизайн и лучшие практики. Новые функции продукта будут опираться как на решения реальных проблем, так и на проблемы, с которыми сталкиваются наши читатели. Надеемся, что это научит подрядчиков, производителей профилей и потребителей принимать более обоснованные решения о покупке и получать максимальную отдачу от того, что у них есть.
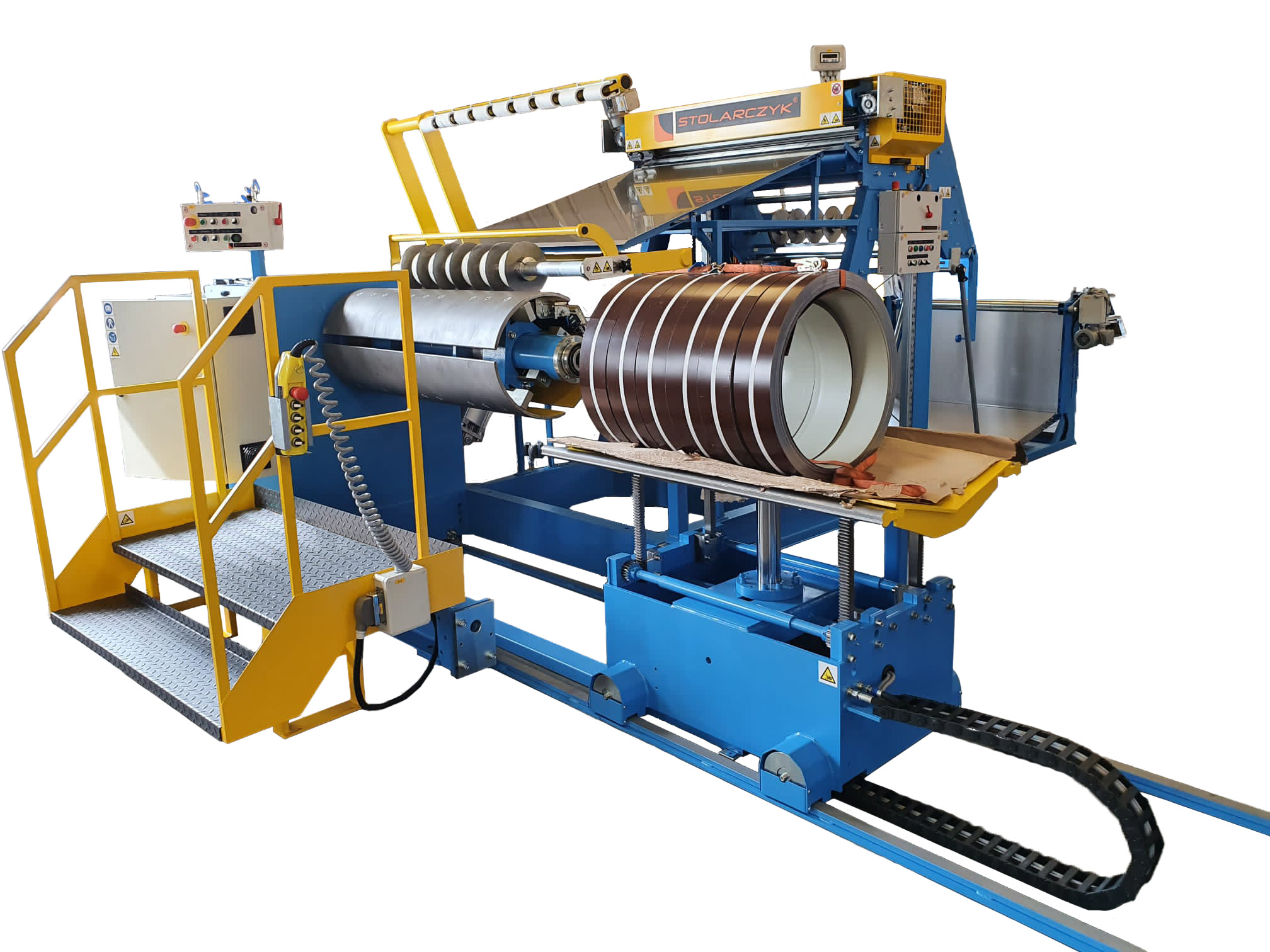
Первая особенность продукта, следующая за этим новым форматом, касается профилегибочных станков.

Проблема № 1: Изменения зазоров и регулировка для различных типов, толщин и твердости металла.
Изменения или регулировки зазоров необходимы, когда материал, проходящий через роликовые матрицы, изменяется. Роликовые штампы обычно предназначены для работы с различными материалами. Правильно отрегулированные штампы имеют решающее значение для производства качественной панели. Многие из следующих проблем возникают из-за неправильной регулировки.
Часто этого можно полностью избежать, четко указав типы материалов, которые вы собираетесь использовать, при первоначальном выборе профилегибочного станка. Это гарантирует, что различные материалы будут в пределах диапазона регулировки для купленной машины.
Конкретный профиль (профили), будь то однопроходный или многопроходный, толщина и твердость материала, влияют на требуемые регулировки и должны быть сообщены производителю при спецификации машины.
Более твердый материал требует большего изгиба и создает большую пружинистость. Материал толще, чем правильный зазор, может создать дополнительные углы в месте ребра или изгиба. Материал тоньше, чем правильный зазор, может привести к расклешению на концах.

Корректировка оснастки происходит на надформах. Зазор обычно должен быть больше толщины обрабатываемого материала. Если зазор меньше, это может указывать на необходимость замены инструмента, подшипников или валов. Некоторые машины имеют принудительные упоры, чтобы предотвратить регулировку зазора до точки соприкосновения роликов. Это может увеличить срок службы инструмента и уменьшить вероятность того, что неправильная регулировка повредит станок.
Частая настройка машин позволяет им выйти за пределы спецификации. Производители поставляют калибровочные блоки, позволяющие вальцовочной машине возвращать свою машину к заводскому нулю.
Правильные настройки, регулярная проверка манометра и повторная калибровка зазора позволяют избежать многих последующих проблем.
Проблемный вопрос № 2: Концевой раструб
Как и в случае с зазорами и регулировкой, торцевой раструб обычно лучше всего решать, связавшись с вашим производителем при составлении спецификаций для вашего профилегибочного станка.
Торцевой раструб может возникать как на машинах для предварительной, так и на последующей резки. Предварительно обрезанные линии могут иметь торцевой раструб, вызванный инструментальной обработкой, в то время как линии после обрезания могут иметь концевой раструб, вызванный сдвигом. Но на качественной, ухоженной и правильно отрегулированной мельнице торцевой раструб должен быть минимальным.
Расклешение на переднем и заднем концах панели обычно происходит на линиях с предварительно нарезанными линиями. Линии последующей резки образуют непрерывную полосу, отрезанную после процесса формования, что предотвращает развальцовку. Предварительно нарезанные листы формируются проход за проходом, и панель пружинит в процессе формования. Степень факела зависит от формы профиля и выхода используемого материала.
Расклешение также может быть вызвано использованием материала, более твердого, чем инструмент, предназначенный для формирования. Изгибы инструментальных валков недостаточно сильны, чтобы объяснить более высокую пружинистость. Возможными решениями являются изменение конструкции валковых матриц, установка дополнительных приспособлений в профилегибочном стане, увеличение количества формовочных станций, изменение конструкции ребер верхнего или нижнего нахлеста для улучшения формуемости и переход на рулон, более подходящий для данного процесса.
Неправильная регулировка или изношенные механические компоненты (инструменты, подшипники и валы) приводят к неплотному зазору, который также усугубляет развальцовку. Небольшой зазор перед переформовочным проходом позволяет материалу формироваться тверже и может привести к расклешению на конце.
Регулировка зазора в соответствии с профилем и типом материала сводит к минимуму расклешение торца.
Проблемный вопрос № 3: Интеграционная совместимость профилегибочных станков и принадлежностей
Аксессуары хорошего качества, приобретенные одновременно с вальцовочной машиной, не вызывают проблем с интеграцией.
Разматыватели обычно проектируются как автономные системы с собственной системой питания (гидравлической или механической) для размотки и расширения оправки. Чтобы интегрировать новый разматыватель в существующую систему, вы должны предоставить подробную информацию, включая максимальную скорость линии, диапазон ширины рулона, а также внутренний и внешний диаметр рулона. Это позволяет выбрать соответствующий диапазон расширения для оправки, размера цилиндра, высоты подъема и трансмиссии.

Сторонние интеграционные компании предоставляют решения и поддержку, помогающие интегрировать системные компоненты. Их программное обеспечение помогает координировать скорость, время и другие важные факторы. Эти сторонние системы могут увеличить производительность и быть особенно полезными при попытке включить аксессуары и мельницы, не предназначенные специально для совместной работы. Они также повышают эффективность соответствующего оборудования.
Проблемный вопрос № 4: Произведенные панели не соответствуют техническим требованиям в пределах допустимых допусков.
Допуски панели относятся ко всем другим перечисленным проблемам. Регулировка зазора, изношенный инструмент, аксессуары и качество/толщина/твердость материала могут создать проблемы с допуском панели.
Когда выходное значение изменяется в спецификации, убедитесь, что характеристики катушки не изменились. Катушка обычно отрезается от основной катушки. Рулоны, отрезанные от одного и того же мастера, будут иметь одинаковый номер плавки (идентификация партии) и должны давать стабильные результаты. Для катушки с другой идентификацией партии может потребоваться перенастройка, чтобы компенсировать изменения характеристик катушки.
Если катушка не изменилась в диаметре или твердости, осмотрите машину. Прохождение планового контрольного списка технического обслуживания может решить проблему без переоснащения или вызова технического специалиста.
Несоответствие в панелях указывает на то, что что-то изменилось либо в характеристиках катушки, либо в оснастке машины.
Заключение
Для производства панелей постоянство является очевидным ключом. Наиболее распространенные проблемы, упомянутые прокатчиками, с которыми мы связались, связаны с очень немногими основными причинами.
Прежде всего, когда вы предоставляете спецификации для приобретения оборудования, будьте подробными и точными. Обсудите варианты, чтобы машина соответствовала вашим потребностям сегодня и адаптировалась к вашим потребностям по мере вашего роста.
Следующим шагом при выборе правильной машины является техническое обслуживание и регулировка машины в соответствии с качеством, типом, диаметром и твердостью используемой катушки.
Если подтверждение регулировок не устраняет проблему, проверьте, не изношен ли инструмент или интеграция периферийных устройств. RF












{kind=link}